
Soldadura por fusión
El aluminio y sus
aleaciones pueden unirse, como otros
metales también, fundamentalmente mediante el proceso de soldadura por fusión. Las diferencias en la
capacidad de soldadura dependen del contenido en componentes de aleación, limitan en parte la
aplicación práctica, al igual que sucede con
los aceros. La tabla 1 da una visión de conjunto sobre los procedimientos utilizables
para la soldadura del aluminio.

Particularidades específicas referentes a los materiales
Para las
construcciones soldadas se pueden utilizar todos los materiales no endurecibles.
De los materiales endurecibles, las aleaciones de los tipos AIMgSi y AIZnMg
(tabla 2).


También se pueden
soldar por fusión las
aleaciones AICu con aproximadamente 6% de cobre y contenido en Zr (por ejemplo
AA 2219, v. tabla 2). Las limitaciones en la soldabilidad se producen por
determinados componentes de aleación o fases de la misma, las cuales, debido al calor de fusión, sufren
modificaciones indeseables y provocan un descenso en la resistencia mecánica o grietas
de soldadura irreversibles.
Entre éstos hay que
contar al cobre en las aleaciones de aluminio para laminación y forja de
alta resistencia de los tipos AlCuMg y AIZnMgCu. Las aleaciones de fundición (tabla 3) son
perfectamente soldables por fusión; una excepción corresponde a las piezas fundidas a presión las cuales, debido a sus inclusiones
gaseosas, o no pueden ser soldadas en absoluto o sólo en casos especiales (piezas inyectadas al
vacío).

Influencia de la capa
de óxido
Para el aluminio
es característico el
que, debido a la gran afinidad que tiene por el oxígeno, en todas las superficies que se ponen en
contacto con el aire se forma inmediatamente una capa de óxido cuyo punto
de fusión, de más de 2000° C, no se
alcanza durante el proceso de soldadura por fusión. Temperaturas más elevadas favorecen la formación de esta capa tenaz de óxido que puede
rodear al metal fundido como una piel: los bordes de unión pueden juntarse
pero sin que se origine una unión íntima. Se
podría agitar
el baño de
soldadura por debajo de una capa de material de adición fundido, romper al mismo tiempo la película de óxido y provocar
la unión, tal
como sucede, por ejemplo, en la soldadura por fricción. Sin embargo, la costura así obtenida contendría restos de óxido y poseería una
resistencia mecánica
indefinida y muy escasa; el procedimiento sería, además, antieconómico y el aspecto de la soldadura poco
aceptable.
En vez de esto se hace uso de otros métodos para
eliminar la capa de óxido: en la soldadura con gas protector se rompe la capa de óxido a causa del
efecto del arco eléctrico, se destruye y se elimina protegiendo con la capa de gas protector
la región soldada
contra una nueva oxidación, haciendo posible el deslizamiento, sin dificultad alguna, del material fundido.
Por vía química se
puede eliminar la capa de óxido mediante "fundentes". Los fundentes, en su mayoría cloruros y
fluoruros, disuelven el óxido y lo transforman en una escoria muy fluida y de baja densidad, que es
arrastrada hacia la superficie de la costura. Premisa importante es que los
medios disolventes del óxido mantengan también su actividad a la temperatura de soldadura y que no pierdan
constituyentes importantes por evaporación. Se utilizan fundentes en la soldadura del
aluminio por gas y en la soldadura por arco eléctrico libre. La aportación del fundente
se realiza, en la soldadura por gas, embadurnando los bordes a unir de la
costura o la varilla de aportación; en la soldadura por arco eléctrico metálico se
realiza en el forro de los electrodos, que contiene, además, ionizantes
del tramo del arco eléctrico. Se requieren también fundentes especiales en la soldadura bajo polvo y en la soldadura por
arco sumergido en escoria.
Influencia del
procedimiento de soldadura
En la soldadura por gas la concentración calorífica
relativamente escasa, unida a la buena conductividad calorífica del
aluminio, tiene como consecuencia que se pueda soldar sólo lentamente y
surjan considerables contracciones que producen tensiones, además de
distorsiones en la pieza; la zona de influencia calorífica es muy amplia; en ella, los materiales
compactados en frío o
endurecidos cambian al estado "blando". La eliminación del fundente
es costosa.
La soldadura por arco eléctrico metálico con electrodos recubiertos de fundente
permite, ciertamente, mayores velocidades en la soldadura, pero debe contarse
siempre con una fuerte porosidad en la costura, cuya causa pudiera ser burbujas
gaseosas "congeladas" debidas al fundente. La eliminación de los
residuos de fundente exige un coste igual que en la soldadura por gas.
La soldadura con gas protector permite la utilización de la elevada
concentración calorífica del arco eléctrico,
eliminando las desventajas de utilizar fundente. La tabla 2 suministra, con
ayuda de los coeficientes de valoración, indicaciones para la selección del
procedimiento de soldadura.
Elección del material de aportación
Los procesos que tienen lugar en la solidificación de un fundido
exigen un material de aportación, que ha de ser adecuado no sólo con vistas a la resistencia mecánica y a la buena fluidez sino, también a la
solidificación del material
fundamental y evitar el peligro de que surjan grietas por contracciones. La
elección del
material de aportación es precisamente importante en los procedimientos de soldadura con gas
protector, que trabajan con elevadas velocidades de soldadura, en los cuales
el fundido se solidifica mucho más rápidamente.
Se suelen distinguir, en los materiales básicos, tres tipos diferentes de solidificación (Fig. 1):
a) sin formación de eutéctico en los límites de grano (metales no aleados)
b) con pequeña participación en el eutéctico de los límites de grano.
c) con cantidad
suficiente de eutéctico en
los límites de
grano.

Tipos de
solidificación: a) aluminio
puro, sin ningún intervalo crítico de temperatura; cristales de aluminio firmemente ligados después de la solidificación, pero con
tendencia a formar poros; b) poco eutéctico; intervalo de temperatura crítico; tendencia a la formación de grietas térmicas porque
la masa está sólida pero no unida; c) eutéctico suficiente; no hay intervalo de temperatura crítico; no hay tendencia a las grietas porque los cristales sólidos de aluminio nadan en el eutéctico, pero existe peligro de formación de rechupes en los límites de grano.
El eutéctico de los límites de grano es aquella mezcla o fase de dos o más componentes de
aleación que
tiene el mínimo punto
de fusión y se
halla aún líquido entre los
granos ya solidificados de metales puros o de compuestos. Debido a las
contracciones en la solidificación de un fundido aparecen desplazamientos posicionales en la situación de los granos
ya solidificados. Los desplazamientos que se originan con este motivo tienen
que ser compensados por deformación del metal aún líquido o pastoso
en los límites de
grano, ya que poseen la mínima resistencia a la conformación.
En estas zonas
aparecen también, con
este motivo, separaciones de material que se cierran inmediatamente de nuevo,
por fluencia posterior, cuando exista suficiente cantidad de eutéctico de límites de grano.
Sin embargo, si existe poca cantidad del metal líquido en los límites de grano puede suceder que no se junten
de nuevo, por fluencia, las partes separadas, surgiendo lugares con defectos
muy finos que se pueden alinear, debido al enfriamiento posterior y de las
contracciones, formando grietas de soldadura fácilmente reconocibles. En los metales puros,
que no forman eutécticos de
límites de
grano (no hay intervalo de solidificación ya que poseen un determinado punto de fusión), no aparece,
generalmente, la formación de grietas, pero se pueden presentar, cuando las condiciones de
solidificación sean
desfavorables, huecos de contracción o los llamados rechupes.
Las investigaciones sobre la propensión a la formación de grietas en
las aleaciones de aluminio han demostrado que la máxima tendencia se presenta para los contenidos
en componentes de aleación (Fig. 2) que son habituales en las aleaciones de aluminio endurecibles.

Por estas razones las
aleaciones endurecibles de aluminio se sueldan utilizando un aditivo
de mayor nivel de aleación. Se debe, sin embargo, contar con el inconveniente
de que estos aditivos no son endurecibles. Tales aleaciones no se pueden soldar
por fusión sin aditivo. La tabla 4
contiene indicaciones sobre aditivos ya experimentados.

En la soldadura de aleaciones del tipo AIMgSi (tipo b
de la Fig. 1) se pueden presentar fusiones en los límites de grano, en el dominio de la zona de
influencia térmica ZAT
que pueden conducir a separaciones en la solidificación, con solicitaciones a tracción, en especial
en aquellos casos en que la temperatura de solidus del "eutéctico de límites de
grano" es inferior a la del material de aportación y cuando éste último "fluye viscoso". Las
investigaciones en la soldadura de "parches circulares" (patch test)
en chapas de 3 mm de espesor de AIMgSM (BS:HE30) dieron como resultado que utilizando
el aditivo S-AISÍ5 (NG21)
de buena fluencia y rápida capacidad de difusión no aparecieron grietas, pero sí al utilizar un metal de aportación del tipo AIMg5Mn (NG61), el cual,
indudablemente, proporciona una mayor resistencia mecánica en la costura, pero no se difunde en la ZAT
(zona de influencia térmica) y, por consiguiente, no tiene ninguna influencia sobre el
comportamiento para la formación de grietas térmicas en las fusiones en los límites de grano, en el dominio de la mencionada ZAT.
Los materiales de aportación para soldadura del aluminio, se hallan
normalizados en DIN 1732:
DIN 1732 Parte 1: composición, uso, condiciones técnicas de
suministro y dimensiones
DIN 1732 Parte
2: ensayo (de metales de aportación) en las uniones soldadas.
Para el dimensionado de los cuerpos de las bobinas
para electrodos de alambre de aluminio sirve la norma DIN 8559.
Para la
soldadura de piezas coladas o de piezas coladas con otras de semielaborados
para laminación y forja,
se recomiendan (dado el caso los datos de la tabla 4):

Para la soldadura de aleaciones del tipo AIZnMg, en
las cuales el dominio de la temperatura de recocido de disolución y de la
velocidad crítica de
enfriamiento es tan bajo que se produce un endurecimiento a causa del calor de
la soldadura y del enfriamiento al aire, se han desarrollado materiales de
aportación para
soldadura "autoendurecibles", del tipo AIMgZn. En tanto que para los
espesores a soldar de hasta casi 12 mm se pueden presentar, en la costura
soldada, las propiedades mencionadas más arriba, debido a la mezcla entre las partes
a unir y el material de aportación, para espesores superiores (mayor volumen de costura) la parte de MgZn2
"mezclada" puede ser tan pequeña que no surja efecto endurecedor. Sin embargo
la utilización de tales
aditivos es cuestionable, puesto que en aquellas zonas de la costura que
presentan protuberancias no
eliminadas se presenta siempre la rotura en la zona ZAT. Se hallan normalizados
aditivos de los tipos AIMg4Zn2 en Francia (5280), Hungría (H-AIMg4Zn2) y
Japón
(A7IM11).
Influencia del calor
de soldadura sobre las características de los materiales
Las zonas de la soldadura y limítrofes con ésta se calientan
considerablemente con el calor de la soldadura. La anchura de las zonas limítrofes, que se
designan como zonas de influencia térmica, se rige conforme al calor aportado, el cual depende, a su vez, del
proceso de soldadura (concentración de calor, velocidad de soldadura, espesor de la zona) y de las
dimensiones de la pieza, todas las cuales son determinantes de la transmisión de calor. En
esta zona de influencia térmica la resistencia y el límite 0,2 de materiales endurecibles o compactados en frío se reducen, en
general, de forma apreciable con un aumento correspondiente del alargamiento,
llegando a veces, en casos extremos, hasta los valores del estado
"blando". La estabilidad
ante la corrosión apenas
se disminuye en las uniones soldadas de aluminio puro y aleaciones no
endurecibles. Las aleaciones del tipo AIZnMg, que tienen su mejor
comportamiento en el estado de endurecimiento térmico, quedan mermadas en cuanto a su
estabilidad en la zona de influencia térmica; un almacenamiento en caliente posterior
permite volver de nuevo a los valores máximos en cuanto a la estabilidad frente a la
corrosión.
En la soldadura lenta y con temperatura de
precalentamiento en el intervalo de 100 a 200° C, se pueden presentar, en aleaciones con Mg
> 4%, precipitaciones en los límites, de grano (precipitaciones de la fase β) en estados de partida
concretos, las cuales influyen desfavorablemente sobre el comportamiento a la
corrosión bajo
tensión. De ordinario
se suministra, no obstante, el semielaborado en un estado en que el calor de fusión no puede
provocar modificaciones perjudiciales de este tipo. Las temperaturas entre 100
y 200° C, a lo
largo de varios días o
semanas, pueden ser más críticas.
También puede
aparecer un empeoramiento por diferencias de potencial entre el material de
base y el de aportación.
La estructura de colada de grano grueso de la costura
es menos estable frente al ataque químico que el material base. Se comporta de modo
más crítico la zona de
influencia térmica en
función del
proceso de soldadura. En la soldadura con atmósfera protectora es muy pequeña la influencia
sobre la estabilidad a la corrosión; en la soldadura con gas y en la soldadura con arco eléctrico metálico hay que añadir, a las
grandes modificaciones estructurales, la influencia provocada por el fundente y
los residuos de éste.
Influencia sobre el
aspecto superficial después del anodizado de piezas soldadas por fusión
Con el anodizado
se hacen visibles las diferencias estructurales o de composición. Las causas
son las distintas reflexiones de los distintos tamaños de grano y las distintas coloraciones de
las partes componentes de la aleación. La influencia de los distintos elementos de aleación sobre la
tonalidad cromática de
superficies anodizadas se encuentra en la tabla 5.

La observación de esta tabla
permite deducir claramente que en las aleaciones endurecibles del tipo AIMgSi
la zona de influencia térmica que se encuentra junto a la costura puede presentar una desviación de color como
consecuencia de la precipitación del siliciuro de magnesio de la disolución sólida. La acción
protectora que da la capa anodizada no queda influenciada por la diferencia de tonos de color; cuando se trata de exigencias
especiales sobre la acción decorativa de la capa, las siguientes medidas pueden reducir las
diferencias de tonalidades de color:
— En la
aleación AIMgSi
0,5: utilizar como material
aditivo S-AIMg3 (soldadura WIG) o S-AIMg5 (soldadura MIG) en lugar del aditivo
S-AISÍ5, más favorable
desde el punto de vista técnico.
— En las
aleaciones AIMg3 y AIMgSiO5: esmerilado, lo más basto posible, o cepillado de la superficie.
Prescripciones para la
soldadura de construcciones obligadas a supervisión
El encuadre para todas las prescripciones es la norma
DIN 8563: "Aseguramiento de la calidad de los trabajos de
soldadura":
DIN 8563 parte 1a — Fundamentos generales
DIN 8563 parte 2a — Reconocimiento de aptitudes/Certificado de aptitud
DIN 8563 parte
30a— Calidad
de las uniones soldadas/Grupos de valoración (en preparación) El ensayo de soldadura se realiza según
DIN 8561— Ensayo de
soldadura de metales no férricos
Para diversos campos de aplicación son válidas reglas
especiales que se exponen en la tabla 6 así como indicaciones adicionales de usuarios.


Trabajos previos a la soldadura por fusión
Medidas generales de seguridad
Para la seguridad en el puesto de trabajo son
decisorias las prescripciones para prevención de accidentes. Se ha de observar también el manual de
seguridad para los soldadores a gas. El soldador es responsable de la seguridad
de sus instrumentos de trabajo. Antes de poner en funcionamiento una instalación se ha de
realizar un control de los instrumentos.
Preparación de las juntas para
costura, limpieza
Las formas de junta más favorables dependen del proceso que se siga
y, en consecuencia, se tratan al estudiar el proceso de soldadura. La
preparación de los
flancos de la junta se realiza por aserrado, fresado, limado (utilizar limas
fresa o limadoras) corte o cepillado. Es muy importante eliminar rebabas. En la
preparación de la
junta de la costura mediante amolado con discos abrasivos, unidos con resinas
sintéticas, se
recomienda rebajar 0,1 a 0,2 mm las superficies correspondientes, mediante
fresado o limado; en la preparación con corte por plasma puede recomendarse lo mismo independientemente de
la calidad del corte, del proceso utilizado y de la duración de la permanencia
intermedia.
Los flancos de la junta y las zonas próximas (unos 50
mm a cada lado de la costura) deben estar limpios, libres de grasa y secos. Si
el almacenaje del semielaborado es correcto es suficiente, en general, un
lavado con disolventes orgánicos para eliminar los residuos de lubricante utilizado en el mecanizado
de los flancos de junta realizados previamente. Se recomienda eliminar después del
desengrasado la capa de óxido en los bordes de la costura y en las zonas inmediatamente próximas, con
cepillos de alambre (desengrasados, con púas de acero Zr-Ni) inmediatamente antes de
efectuar la soldadura. Cierto que se forma de nuevo inmediatamente, otra capa
de óxido; pero
es muy delgada y posee en todas sus partes el mismo espesor, lo cual es muy
importante. También se puede eliminar la capa de óxido, por cepillado, limado, rasqueteado o decapado.
Soldadura ligera de
fijación
La soldadura ligera de fijación puede ser
necesaria en la soldadura sin utillaje cuando las piezas a unir no encajan
entre sí como
consecuencia de la configuración correspondiente de la conexión o cuando no se pueden unir una a otra mediante dispositivos de fijación de uso
universal. Se prefiere en general la fijación de las piezas, porque las soldaduras
ligeras de fijación deben
ser en las costuras "resistentes a los rayos X" y han de
volverse a desoldar por completo; en general, esto sólo se consigue mediante el sistema de
soldadura TIG (en el aluminio puro también por soldadura con gas). Las soldaduras
ligeras de fijación MIG
pueden dar lugar a porosidad en las costuras si no se sueldan en cruz. Se
recomienda ejecutar también costura en secciones mayores, en las cuales debe realizarse la fijación y no es
posible soldar en cruz ni efectuar contra soldadura, en cuyo caso se debe
fijar con el sistema de soldadura WIG y soldar, después, por el mismo
método a
partir de la raíz.
La soldadura ligera de fijación se realiza en
espesores de material de hasta 6 mm, en costuras de 20 a 30 mm a distancias de
100 a 150 mm; en costuras a tope de mayor longitud se realiza la fijación partiendo de
la mitad de la longitud de la costura en dirección hacia los extremos. Al aumentar los
espesores de material, los tramos de las costuras de fijación son más largos,
debiendo ser, en consecuencia, más cortos los espacios intermedios. Para espesores de material a partir de
los 10 mm es necesario, casi siempre, el precalentamiento para la soldadura
ligera de fijación.
Precalentamiento
El precalentamiento es necesario cuando, manteniendo
los valores indicativos para los parámetros de la soldadura, no se consigne una penetración suficiente, es
decir cuando el calor comunicado por el manantial calorífico que se utilice
se elimina tan rápidamente
que no se pueden fundir los flancos de la costura y del material de aportación. El
precalentamiento se realiza, en general, con sopletes de gas; deben usarse
sopletes suficientemente potentes cuya llama se regula de manera que sea
ligeramente reductora, a fin de que no crezca demasiado el espesor de la capa
de óxido en
los flancos de la costura como consecuencia de un largo intervalo de
precalentamiento o por un exceso de 02. Se deben tener también en cuenta en
las distintas aleaciones las influencias de la temperatura y del tiempo de
precalentamiento sobre las características del material. Especialmente en las aleaciones endurecibles, (tipos
AIMgSi y AIZnMg), y en las aleaciones con elevados contenidos en Mg (AIMg4, 5Mn;
AIMg5) deben observarse exactamente las indicaciones del fabricante del
semielaborado con respecto a la temperatura y al tiempo de precalentamiento.
Los datos de la
tabla 7 pueden servir como punto de referencia.
En el método de soldadura TIG se obtiene una generación previa de calor, de modo que se puede
limitar frecuentemente el precalentamiento sólo al tramo de costura en el que comienza la
soldadura del primer estrato. Las aleaciones de aluminio no endurecibles y no
incluidas en la tabla
7, pueden precalentarse hasta 250° C (la
correspondencia con el espesor es aproximadamente igual que en la aleación AIMg4, 5Mn). Una duración del efecto térmico de hasta 10 min no influye de modo
esencial sobre las características mecánicas del
material base. Debe tenerse en cuenta, sin embargo, que al aumentar la pureza
y haberse producido una conformación anterior en el dominio crítico, puede aparecer una formación de grano grueso por re cristalización.

En la soldadura por gas, que deberá emplearse
solamente en casos especiales y para el aluminio puro, se debe efectuar un
precalentamiento aún mayor, hasta aproximadamente 400° C para soldar grandes espesores de material.
Teniendo en cuenta que en la soldadura por gas aparecen, sin más, zonas de
influencia térmica muy
amplias, las elevadas temperaturas de precalentamiento son insignificantes.
El control de la temperatura de precalentamiento es
necesario y se realiza mediante termómetros de contacto, pirómetros con un
campo de medida adecuado o mediante coloraciones especiales y otras veces, con
lápices cromáticos que
presentan cambios de color a temperaturas específicas. En el aluminio puro, en el cual se
admiten elevadas temperaturas de precalentamiento, se puede utilizar también una astilla de
madera de pino que al frotarla con una ligera presión, a 400° C, sobre la pieza, deja, una señal parda. A
temperaturas más bajas la
señal es
pardo-clara, a temperaturas más altas se vuelve marrón oscuro hasta negra. Al soldar grandes secciones (por ejemplo, en barras conductores
de corriente) de aluminio puro puede decirse que se ha alcanzado una
temperatura de precalentamiento favorable cuando una superficie manchada con
hollín, al
comienzo del precalentamiento debido a aplicar una llama, con un exceso considerable
de gas combustible, se vuelva brillante si se continúa calentando con llama
neutra.
Soldadura
por arco eléctrico bajo gas protector
Procedimiento
Las notas características del procedimiento se hallan contenidas
en la designación. TIG
significa: tungsteno inerte gas (soldadura con electrodos de tungsteno con gas
protector según DIN 1910
parte 2). MIG significa: metal inerte gas (soldadura con electrodos de metal
con gas protector, según DIN 1910 parte 2). Todos los demás procedimientos de soldadura con gas
protector, según la norma
DIN 1910 parte 4, no son aplicables al aluminio.
En la soldadura por el método TIG el arco eléctrico salta entre un electrodo de volframio
no fusible y la pieza. El gas protector sale a través de una tobera situada concéntricamente
alrededor del electrodo, la mayor parte de las veces refrigerada por agua, protegiendo
de la oxidación al
electrodo y a la zona de soldadura. El material de aportación se utiliza
como varilla sin conducir corriente (Fig. 3).

Visto
exteriormente, el método de soldadura MIG se diferencia solamente en que el material de
aportación forma el
electrodo y va saliendo automáticamente a medida que se funde en el arco eléctrico (Fig. 4).

En el arco eléctrico se emiten electrones en el polo
negativo (cátodo), los
cuales se dirigen a gran velocidad y a través del tramo del arco eléctrico hacia el
polo positivo (ánodo).
En sentido
opuesto, es decir del polo positivo al polo negativo se desplaza un número igual de
iones cargados positivamente (los iones son átomos que han perdido uno o varios
electrones).
Si la pieza es el polo negativo y el electrodo el polo
positivo, los electrones chocan contra el electrodo y provocan un fuerte
calentamiento de su punta; además tiene lugar, simultáneamente, la eliminación
de la capa de óxido que se forma sobre la pieza, fenómeno sobre cuya causa no existe aún una
opinión unitaria. En esencia, existen dos teorías con las que se trata de
explicar este "efecto de limpieza":
Teoría 1a:
Los electrones que salen de la pieza con gran
velocidad desgarran la capa de óxido y la expulsan en forma de diminutas partículas.
Teoría 2a:
Los iones que se forman sobre la pieza tienen
suficiente energía para destruir la capa de óxido; se compara esta acción con la de un
chorro de arena lanzado a presión. Los que apoyan esta teoría encuentran
confirmado su punto de vista en que el efecto de limpieza es más notable con
gases nobles de mayor masa atómica (argón).
El gas protector inerte (gas noble, monoatómico) es,
en principio, solamente necesario para impedir una nueva oxidación de la
limpieza hasta que se haya formado la unión por soldadura y el metal se
encuentra solidificado.
En tanto que en el proceso de soldadura MIG se desea
una carga térmica elevada de los electrodos, la cual conduce a un elevado rendimiento
de fusión, en el método de soldadura TIG este mismo efecto provocaría, en el
límite, la destrucción de la punta del electrodo de volframio. En el
procedimiento TIG ha resultado útil un compromiso plausible, a saber, la soldadura
con corriente alterna, puesto que entonces cada vez que, con la semionda, la
pieza tiene polaridad negativa, se consigue una eliminación suficiente del
óxido y con la polarización opuesta, en la otra semionda, se aminora de modo notable
la carga térmica del electrodo de volframio.
En la soldadura con corriente alterna aparece, no
obstante, una dificultad adicional, cual es que la capa de óxido actúa como un
rectificador. La semionda en que la pieza representa el polo negativo se
debilita tan fuertemente que puede dar lugar a que se apague el arco eléctrico. Por esta
razón se
superpone a la corriente alterna una corriente de alta frecuencia con alta
tensión o una
corriente de impulsos, que ioniza el tramo del arco eléctrico, asegura
un flujo de corriente en ambas direcciones e impide que se apague el arco eléctrico cuando se
traspasa el punto cero. La onda permanece, sin embargo, irregular, aparece una
componente de corriente continua que hace decrecer el rendimiento del
transformador. Se puede atajar esta disminución no deseada del rendimiento, por condensadores
de filtro que hacen inactiva la componente de corriente continua, consiguiéndose así una onda
equilibrada.
Los dispositivos de soldadura más modernos con
rectificación por
tiristores, programación y regulación de
compensación hacen
posible utilizar corrientes alternas independientes de la red, con "ondas
rectangulares" de diferente intensidad y amplitud en los dominios
positivos y negativos (Fig. 5).

Gases protectores
El gas protector tiene, junto a la tarea de proteger
la zona de soldadura contra la entrada del aire, también la influencia
esencial de estabilizar el arco eléctrico y conseguir con ello una mejor calidad de la soldadura.
Para el aluminio
han dado hasta ahora buenos resultados sólo los gases nobles (monoatómicos) argón y helio — cada uno por
separado o mezclas de ambos—.
Las diferencias
principales entre el Ar y el He estriban en el peso atómico (Ar = 40;
He = 4) y en la tensión del arco eléctrico:
para una longitud del arco de 1,5 mm, por ejemplo, con Ar « 11 V; con He «« 17 V. Además, en el helio,
para igual intensidad, es mayor el rendimiento del arco eléctrico o la
concentración calorífica y, en
consecuencia, la penetración y el rendimiento en la fusión. Por el contrario, con Ar se obtiene un arco eléctrico bastante
más estable
que con He. Por eso se realiza la soldadura TIG con corriente alterna, en la
que — como ya
se ha indicado— se
requieren medidas especiales para la estabilización del arco eléctrico, utilizando preferentemente Ar o
mezclas Ar-He como gas protector.
Cuando se utiliza He se ha de tener en cuenta además que, debido a
la pequeña densidad,
se requiere un volumen de gas de 2 1 /2 a 3 veces el usado para igual efecto
protector con Ar (flujo de gas protector en L/min).
En la soldadura mecánica MIG, puede ser económicamente mejor
la utilización de He, a
pesar del consumo más alto de gas, porque, gracias a la mejor penetración y el más elevado
rendimiento en la fusión, pueden alcanzarse velocidades de soldadura considerablemente mayores con
menor gasto para la preparación de las uniones a soldar.
Puesto que en la mayoría de los casos existen medidores de flujo
solamente para Ar, se debe reducir la cantidad de flujo para el He, más ligero, o para
las mezclas Ar-He afectadas por el
factor de corrección f que se expone a continuación, con objeto de conseguir las cantidades de flujo deseadas:
Ar100%: f=1
Ar 75% He 25% : f = í
Ar 50% He 50% : f = 0,74
Ar 25% He 75% : f = 0,57
He 100%: f = 0,32
Los problemas que resultan de las elevadas
concentraciones caloríficas y de los baños comparativamente grandes de soldadura con respecto a la eliminación del calor — He es, además, más ligero que el
aire (densidad del aire: He = 1: 0,139) — se deben contrarrestar, por medidas
especiales, por ejemplo, una mayor oblicuidad del electrodo y utilización de boquillas
especiales. También mediante
el uso de una corriente gaseosa adicional ("gas de apoyo") de gas
diferente, que rodea por completo concéntricamente la corriente de gas protector y
que debe impedir la entrada de aire en forma de torbellino así como la
eliminación no
deseada del gas protector (por ejemplo Ar con l\l2 o H2 o
He con Ar). El efecto de los gases añadidos, por ejemplo del 02 o Cl2 con respecto al gas
protector inerte es controvertido; existen informaciones sobre acciones tanto
positivas como negativas sobre tales gases añadidos. La adición de 0,5 a 2% de 02al argón mejora
considerablemente la penetración pero también produce
elevada combustión de
magnesio y da lugar a un depósito negro sobre la superficie de la costura.
Medidas de seguridad
para el trabajo y la salud en la soldadura del aluminio con atmósfera protectora
La observancia de las instrucciones de las asociaciones
profesionales (VBG 15) es de la mayor importancia.
Los accidentes se pueden producir durante la soldadura
debido a la corriente eléctrica, por radiación y como consecuencia de los gases y vapores que se originan.
La corriente eléctrica puede convertirse en una fuente de
peligro debido a los accidentes o fallos de conexión en la instalación de los aparatos; en este último caso,
sobre todo, cuando se han realizado en ellos modificaciones por personal no
capacitado. Pero incluso puede existir peligro con instrumentos o aparatos
totalmente intactos, si se trabaja sin la vestimenta protectora prescrita o
con ropas húmedas, aun
en lugares con buena toma de tierra. En los recintos húmedos deben
estar provistos, los puestos dedicados a la soldadura con suelos o capas
aislantes.
Los accidentes por radiación pueden producirse por los intensos rayos
infrarrojos y hasta ultravioletas que se originan en la soldadura con gas
protector, los cuales, a causa de la buena reflexión de las superficies de aluminio, pueden
llegar a ser casi totalmente activos. La intensidad de radiación en la
soldadura MIG es particularmente alta, teniendo en cuenta que existen elevadas
densidades de corriente y temperaturas muy altas en el arco eléctrico. Existe,
por lo tanto, el peligro de deslumbramiento por luz visible o por radiación infrarroja,
que puede dar lugar, por acción continuada a lo largo de varios años, a enturbiamiento del cristalino del ojo
(catarata); lo más
peligroso para los ojos son, sin embargo, las radiaciones UV que con frecuencia
al cabo de pocas horas pueden provocar dolores oculares, conjuntivitis o
inflamaciones de la córnea. Además, pueden
producirse al cabo de corto tiempo, quemaduras en la piel o inflamaciones en la
misma (eccemas). Por eso es imprescindible llevar la vestimenta protectora
prescrita y las caretas protectoras con filtros para las radiaciones UV y térmicas. Se deben
utilizar, según la
intensidad de corriente, filtros protectores para los ojos, de las escalas 10
hasta 13 (que son más oscuros que los usados para la soldadura del acero). Los puestos de
trabajo deben estar apantallados.
Los gases y vapores, sobre todo en recintos pequeños y no
aireados, pueden provocar accidentes. Debido a la radiación UV se forma
ozono (03) a partir del oxígeno del aire, que produce cansancio y es un
gas excitante, peligroso para las mucosas, especialmente para las de las vías
respiratorias. La formación de ozono aumenta con la longitud del arco eléctrico; es más alta en la soldadura MIG que en la TIG y en
la soldadura con adición de AISi o aluminio puro es también más alta que con la adición de AIMg. Además se originan, como consecuencia del calor del arco eléctrico, gases
nitrosos (óxidos
azoicos/NOx) que pueden provocar lesiones peligrosas en los pulmones.
Las adiciones de NOx a la atmósfera protectora inerte, que reducen el ozono
a 02 con formación de N02, son muy controvertidas debido a la esperada formación de gases
nitrosos.
Los residuos de hidrocarburos clorados (desengrasantes
como "Tri" o "Per") pueden ser descompuestos por la radiación UV dando
fosgeno (COCI2), venenoso, que es casi inodoro y que, tras una fase
primaria de varias horas sin producir molestias, puede provocar graves
dolencias por irritación de las vías
respiratorias. En los recintos en los que se desengrasa con hidrocarburos
clorados no está permitida
la soldadura y viceversa.
En interés de la salud no deben sobrepasarse los siguientes valores MAK establecidos
(MAK = Maximale Arbeits platz-Konzentration, máxima concentración en el puesto de trabajo) en ppm (ppm =
partes por millón; 1 ppm =
0,0001%):
Ozono : valor MAK-F = 0,1 ppm
Oxido azoico
: valor MAK = 5,0 ppm
Fosgeno
: valor MAK = 0,1 ppm
Con objeto de que no se sobrepasen estos valores MAK
se debe disponer de una aireación, sin corriente, del lugar de trabajo, que en la mayoría de los casos
es posible realizarla por extracción vertical (hacia arriba o hacia abajo) de los gases perjudiciales, directamente
del lugar donde se originan. Si por motivos especiales no fuese esto posible,
por ejemplo, en la soldadura de montaje en recintos pequeños, están indicadas las
caretas con filtro o cascos protectores
con alimentación de aire fresco.
Los vapores metálicos o los vapores de óxidos metálicos del aluminio
en evaporación, no son
dañinos; sin
embargo se pueden hacer notables de modo desagradable los componentes de
aleación (por
ejemplo, cinc). Pero su influencia es comparativamente pequeña y pueden
eliminarse inmediatamente mediante la observancia de las medidas protectoras señaladas
anteriormente.
Soldadura TIG
Soldadura TIG con
corriente alterna
Características del procedimiento. El arco eléctrico salta
entre la pieza y el electrodo de volframio, no fusible. El material de aportación se aplica sin
corriente eléctrica.
Los materiales no endurecibles se pueden soldar sin aditivo. La soldadura TIG
del aluminio tiene lugar con corriente alterna bajo la protección del gas argón. Se puede
mecanizar la soldadura TIG con y sin material de aportación.
Aplicación. Para la
soldadura de costuras a tope, en espesores de material de 1 hasta 4 mm, o
costuras de garganta de espesores análogos; para soldaduras simultáneas por ambos lados de hasta 16 mm de espesor (soldadura a bisel). La
soldadura de mayores espesores con el procedimiento TIG es antieconómica, debido a
que, debido a la escasa concentración de calor, frente al procedimiento MIG hay que soldar mucho más lentamente y
con más capas
apareciendo zonas de influencia térmica más amplias.
Debido a la mejor capacidad para
puentear y una mayor seguridad frente a la formación de poros, se suelda la primera capa por el método TIG,
incluso para grandes espesores de material, sobre todo cuando no se ha de
realizar una contra soldadura (por ejemplo, en las conducciones tubulares) y el
resto de la costura se rellena (con una o varias capas) mediante soldadura MIG.
Aparatos para la soldadura, (Fig. 6). La instalación consta del electrodo de soldadura TIG,
refrigerado por aire o por agua, con un regulador de presión y sistema de
dosificación, un
transformador especial con generador de alta frecuencia o de impulsos, del
cable de soldadura y de los tubos de goma para el gas y el agua. El gas
protector (argón) se ha
de conseguir por separado. El agua de refrigeración se ha de obtener de una toma y se evacúa al desagüe después de refrigerar
el soplete; cuando se utiliza un sistema de refrigeración se vuelve a
refrigerar siempre de nuevo una cantidad limitada de agua, la cual suprime la
necesidad de una conexión para toma de agua, con lo que se disminuye el peligro de la formación de
sedimentaciones. En el caso de que se prevean heladas deben añadirse
anticongelantes. Las firmas constructoras suministran descripciones e
instrucciones de uso para los aparatos y las instalaciones eléctricas.

Fig. 10.6 Esquema para el procedimiento de
soldadura WIG: 1 soplete TIG, 2 varilla de soldadura, 3 soporte de electrodos,
4 pieza, 5 conducción eléctrica, 6 fuente de corriente, 7 conducción de gas
protector, 8 botella con el gas protector, con válvula reguladora,
9 desagüe del agua de
refrigeración*), 10 toma del
agua de refrigeración.
Ejecución de la
soldadura. Sobre la
preparación de juntas ver Tabla 8.


Normalmente
se suelda hacia la izquierda. Para valores orientativos sobre los datos de la
soldadura v. la Tabla 9 El encendido tiene lugar por aproximación del electrodo, inclinado
unos 45°, hasta unos 3 mm sobre la
pieza (con electrodos más calientes, una distancia algo mayor). Es
ventajoso el "calentamiento" del electrodo en una pieza de desecho o
en una placa de cobre y acero que se tiene preparada para tal fin.

Con objeto de
establecer con seguridad la actividad del flujo de argón e impedir la
oxidación de la
pieza a soldar, conviene mantener la distancia mínima más favorable. Tan pronto como el lecho de fusión presenta un
aspecto brillante puede comenzarse a soldar. Se debe evitar un
sobrecalentamiento que podría provocar la aparición de una superficie de costura grisácea. La varilla de aportación se inclina de
10 a 20° con
respecto a la superficie de la pieza y se dirige hacia el extremo en fusión, fuera del
alcance del arco eléctrico pero dentro de la zona ocupada por el gas protector. El contacto
del electrodo de volframio con la pieza o con la varilla de aportación provoca una
impurificación en la
costura de soldadura a la vez que daña al electrodo. Los extremos sucios de los
electrodos se eliminan por simple rotura. Los fabricantes de los aparatos
suministran instrucciones sobre la soldadura, detallando todas las
peculiaridades. Las perturbaciones y fallos en la soldadura TIG se pueden enjuiciar
utilizando la tabla 10.

Soldadura TIG con
corriente continúa
La soldadura WIG con corriente continua, en el caso de
electrodos polarizados negativamente, está adquiriendo importancia creciente; se designa
en EE.UU. como "TIG o GTA-dcsp" (dcsp = direct current straight
polarity; v. Fig. 7). El procedimiento tiene la ventaja de que la penetración es profunda y
el arco eléctrico es
más robusto
que el del procedimiento con corriente alterna — incluso sin medidas especiales— ; teniendo en
cuenta que la carga térmica es escasa, se pueden utilizar igualdad de intensidad de corriente de soldadura, electrodos de
volframio con menor diámetro. Como gas protector se utiliza el helio y, ocasionalmente, con adición de hasta el
35% de argón.

Fig. 7 Soldadura TIG
con corriente continua (esquema): a electrodo polarizado negativamente, lecho
de fusión profundo y
estrecho, b electrodo polarizado positivamente, lecho de fusión ancho y menos profundo, 1 electrodo, 2 circulación de electrones, 3 pieza.
Como inconveniente se debe considerar que el arco eléctrico no
elimina el óxido; por
eso se imponen elevadas exigencias a la limpieza de los flancos de la costura
pues la "dilución" de la película de óxido debe
realizarse inmediatamente antes de la soldadura.
Como
consecuencia de la elevada concentración térmica (el 70% de la energía del arco eléctrico se
concentra en la pieza) se origina muy rápidamente un lecho de fusión pequeño, líquido, muy
diluido del cual se puede extraer, por tensión superficial, el óxido; sin embargo las partículas de óxido mayores
pueden hundirse también en el fundido — porque tienen mayor densidad que el metal— y pueden dar lugar a defectos en la unión.
La soldadura TIG
con corriente continua se realiza, la mayoría de las veces, mecánicamente porque la longitud del arco
(aproximadamente 1 mm) y el flujo de soldadura deben mantenerse constantes y
ser muy exactos; tiene mucha aplicación para la soldadura unilateral de costuras en
I, en espesores de material de 0,2 a 6,5 mm, en una capa, o de costuras en I o X de hasta 25 mm
en dos capas (sin o con material de aportación). Los valores orientativos para esta
soldadura pueden verse en la Tabla 11.

Tabla 11: Valores orientativos para la
soldadura TIG con corriente continua
Soldadura TIG pulsada
continua (soldadura TIG
por impulsos) Se suelda con
corriente continua superpuesta con impulsos utilizando electrodo de volframio
polarizado positivamente. Modificando la corriente de impulsos, la corriente básica, la frecuencia de los impulsos y la relación de amplitudes
(puntas de corriente) así como la anchura del impulso, se puede controlar la fusión y solidificación de las partes
a soldar de tal manera que durante el impulso se funda y en la pausa se enfrie
de forma controlada. De esta manera se disminuye la carga térmica del
electrodo de volframio. La reducida corriente base, ioniza el tramo del arco
eléctrico de
tal manera que la corriente impulsora pueda fluir sin retraso. En las
investigaciones sobre la soldadura de chapas de AIMgSil, de 2,5 mm de espesor,
sin aditivo, se pueden conseguir uniones soldadas sin grietas mediante una
aportación de calor
controlada. Con un recorrido constante de energía de 5,2 kJ/cm, velocidad de soldadura de 10
cm/min y un valor medio aritmético de la corriente de 90 A se obtuvieron soldaduras sin grietas para los
siguientes parámetros de
impulso:

Soldadura por plasma
(soldadura de plasma de volframio)
Lo característico de la soldadura por plasma es un arco eléctrico estrangulado, casi cilíndrico, que se
transfiere con un haz gaseoso ionizado. La ionización tiene lugar mediante un arco eléctrico auxiliar
que se enciende, o bien entre el electrodo y una boquilla (arco eléctrico no
transferido) o entre el electrodo y la pieza (arco eléctrico transferido). Puesto que el rayo de
plasma no actúa como
camisa de gas protector, debido a su pequeña expansión lateral, se requiere, adicionalmente, un gas
protector que fluye por una boquilla anular. Para el aluminio se han
desarrollado los siguientes tipos de proba^ do rendimiento:
Soldadura de plasma de polo
positivo (soldadura de plasma de volframio (WP),
esquema de la Fig. 8 con corriente continua y electrodo de volframio conectado
al polo positivo. La elevada carga térmica que se origina en este caso en el
electrodo de volframio se compensa aumentando el diámetro del electrodo y con una refrigeración.

Fig.8
Procedimiento de soldadura de plasma de volframio (WP) para el aluminio (esquemático) a) soldadura de plasma con conexión al polo
positivo, A = fuente de energía para arco eléctrico auxiliar no transferido; b) soldadura de plasma con piquera, B =
fuente de energía para arco eléctrico auxiliar transferido (sección en la
costura en I); 1 electrodo de volframio, 2 pieza, 3 metal de
aportación, 4 boquilla de
estrangulación, 5 rayo de
plasma, 6 camisa de gas protector, 7 lecho de fusión, 8 canal de refrigeración, 9 conducción de gas plasma y gas protector.
Para valores
orientativos v. tabla 13.
Tabla 13: Valores orientativos para la
soldadura de plasma con conexión de polo positivo de aluminio.

Soldadura de plasma con piquera (igualmente soldadura WP, esquema de la Fig.
8b). El rayo de plasma atraviesa la pieza que se va a soldar y funde al
material que se encuentra en el entorno (soldadura en I, distancia de alma
nula) Junto al rayo de plasma, desplazable sobre el plano de separación, se mueve,
también, en
torno al orificio de la piquera, el metal fundido "que va delante" y
se solidifica "detrás" como relleno de la costura. A este movimiento del material fundido,
provocado por la tensión superficial, se le puede ayudar mediante la acción de la gravedad
en el caso de que se suelde en sentido ascendente. Se suelda con corriente
continua pulsada (ondas rectangulares, v. Fig. 5), teniendo lugar la eliminación del óxido mediante
una polarización negativa
de la pieza, que dura relativamente poco tiempo.
El procedimiento
permite obtener costuras libres de defectos de unión para soldaduras unilaterales de hasta 13 mm
de espesor, zonas de influencia térmica muy estrechas y escasa contracción. Se suelda, la mayoría de las veces,
con metal de aportación. Para valores orientativos v. tabla 14.
Tabla 14: Valores orientativos
para la soldadura de plasma con piquera.

Soldadura TIG
mecanizada de tubos
La soldadura mecanizada de tubos es conveniente
realizarla, siempre que sea posible, sobre un tubo en rotación alrededor de
su eje, para eliminar los problemas de porosidad que surgen en la soldadura de
costura por gravedad. Con fuentes programables de energía para la
soldadura, utilizadas en la soldadura por impulso de tipo TIG, o plasma, o con
ondas rectangulares, se puede realizar también en tubos con dimensiones exactas y óptima preparación de las juntas
de la costura, una soldadura orbital en el caso de que el tubo esté fijo. Cuando los diámetros de los tubos son grandes, con tolerancias
mayores, puede requerirse una regulación manual. La soldadura orbital, en el caso en
que el eje del tubo esté en sentido vertical, es más fácil de
controlar que cuando el eje del tubo está en sentido horizontal.
Soldadura por puntos
WIG
El proceso de la soldadura por puntos TIG (con o sin
material de aportación), utilizado para la fabricación de uniones solapadas, mediante el procedimiento de recargue por fusión de la chapa
superior y de unir por fusión simultánea de la
que está situada
debajo, requiere, para conseguir uniones soldadas irreprochables, una limpieza
cuidadosa y la eliminación de las capas de óxido de las superficies en contacto inmediatamente antes de efectuar la
soldadura; resultados reproducibles sólo se consiguen para espesores de la chapa
superior de hasta 2 mm. Por esta razón la aplicación es
relativamente rara (v. también la soldadura por puntos MIG). Es de esperar que, utilizando la soldadura TIG
con corriente continua y electrodo polarizado negativamente, además de usar helio
como gas protector, se pueden obtener mejores resultados como consecuencia de
la mejor penetración. La soldadura TIG con piquera se utiliza, ocasionalmente, con bastante
buen resultado. Cuando la solicitación a que se someten las piezas soldadas lo es debido a la acción de la atmósfera, deben
impermeabilizarse las zonas de solapamiento de tales uniones.
Soldadura MIG
Soldadura MIG con arco
difuso
Características del proceso. El arco se
inflama entre la pieza y ej electrodo de alambre fundente (electrodo metálico), que actúa al mismo
tiempo como materia! de aportación. La soldadura MIG sin material de aportación no es, por lo tanto, posible. La soldadura
normal MIG del aluminio se realiza con corriente continua y electrodo
polarizado positivamente. El tránsito de material se realiza en forma de gotas finas, como en el llamado
arco difuso bajo una capa de atmósfera protectora de gases inertes (argón o helio o mezcla Ar-He). La soldadura MIG
mecanizada no ofrece problemas y está encontrando cada vez más aplicación.
Uso. Para la
soldadura de costura a tope, para espesores de material > 4 mm o costuras de
garganta de espesor análogo. Debido a la elevada densidad de corriente y a la profunda penetración, se sueldan
espesores de materiales de hasta 6 mm utilizando casi siempre seguridad para el baño. Como tales
sirven placas de apoyo estriadas, de acero Cr-Ni o, también, soportes de
tiras soldadas de aluminio con mayor
distancia de alma que la dada en la tabla 10.7. Se pueden utilizar, además perfiles
extorsionados con sistema de seguridad para el baño integrado en la sección. En el caso de
que no sea posible utilizar un sistema de seguridad del baño o soldadura en
ángulo y
contra soldadura del lugar de la raíz, se suelda ésta en
muchos casos mediante el sistema WIG. Aparatos de soldar. La instalación consta de un
transformador de corriente continua o rectificador, el soplete de soldadura
MIG refrigerado por agua (Fig. 9) con regulador de presión y sistema
dosificador, instrumentos de mando para el gas protector y la corriente, la
instalación de
avance para el alambre, el cable de soldadura y los tubos de goma para el gas y
el agua. La ejecución de los dispositivos de refrigeración para el agua (v. soldadura TIG) se hace según el caso. Las
descripciones de los aparatos y de los dispositivos eléctricos las
suministran las casas fabricantes.

Fig. 9 Soldadura MIG (esquema); 1 soplete
MIG, 2 pieza, 3 poleas de alimentación, 4 alambre de
soldar, 5 conducción eléctrica, 6 fuente de energía, 7 conducción del gas protector, 8 botella de gas protector con manorreductor, 9
sumidero del agua de refrigeración, (en algunos
casos el circuito es cerrado), 10 toma del agua de refrigeración (en algunos casos el circuito es cerrado)
Instalaciones para el transporte del alambre.
Para el avance del alambre existen diversos tipos de
construcciones (Fig. 10). Se consiguen diversos efectos del alambre que se
utilice.

Normalmente el aparato para el avance del alambre se
halla incorporado en la propia máquina de soldar o es movido por ésta; el electrodo de alambre se saca por tracción de la bobina y se conduce a través de un tubo
flexible guía situado
en el paquete del tubo, a la pistola de soldar (principio-"push"). El
paquete de tubos puede tener, a veces, hasta 3 m de longitud. Utilizando
electrodos de alambre de aluminio puro o purísimo, que presentan un límite 0,2
relativamente bajo, se pueden presentar perturbaciones (avance irregular del
alambre) por doblamiento de los electrodos de alambre. Para este caso existen
aparatos que permiten un empuje adicional del alambre en el electrodo de
soldar (principio -"push pulí"). Teniendo en cuenta que el radio de acción de 3 m no es suficiente para la soldadura de
grandes piezas, se ofrecen en el mercado dis positivos adicionales de aportación del alambre o
se separa el dispositivo de aportación de alambre y de control del manantial de la toma de corriente y se
conectan, nuevamente a la fuente energía a través de un paquete tubular, que a veces tiene
hasta 30 m de longitud (cable de soldadura y tubos de goma para el gas
protector así como para
la entrada y salida del agua de refrigeración).
En los aparatos MIG, en el dominio de bajo rendimiento,
se puede conectar la bobina con los electrodos de alambre (muy delgados)
directamente en la pistola de soldar, colocando también anejo el dispositivo de avance del alambre;
para la refrigeración es suficiente aire.
Tránsito del material en la soldadura MIG. La fusión de un
electrodo metálico se
realiza con la fusión simultánea del
material base (lecho de fusión) de tal manera que, al mover el arco eléctrico sobre el extremo del electrodo y la
pieza se forma en el electrodo una gota estrangulada (efecto Pinch) que, al
sobrepasar una intensidad de corriente específica determinada en la zona de estrangulación, por evaporación del puente de
corriente es lanzada al lecho de fusión (fusión como gota libre). Si la densidad de
corriente en el electrodo metálico sobrepasa un valor determinado, que depende del material del electrodo
así como del
gas protector y de su conductividad, el extremo del electrodo se calienta más y, en
consecuencia se vuelve, más fluido, de manera que, debido al efecto Pinch, se produce un
adelgazamiento caliciforme del extremo del electrodo. El rayo de plasma, cuya
velocidad aumenta con la densidad de corriente, arranca pequeñas gotitas del
extremo más externo
del electrodo y las transporta con gran velocidad al lecho de fusión. La soldadura
MIG del aluminio fue posible, en un principio, sólo en el dominio de esta transición de gotas
finas, es decir, la corriente de soldadura debe estar suficientemente por
encima de la corriente crítica para que se produzca esta transición de material en forma de gotas finas (v. Fig.
11).

Fig. 11 Intensidades de
corriente de transición críticas para los diámetros de
electrodo de alambre usuales en el aluminio
Las altas corrientes específicas necesarias para la soldadura MIG del aluminio requieren, por ello, pequeños diámetros para el alambre de electrodos, con objeto de que la energía de plasma no sea excesivamente alta y en lugar de una soldadura se produzca un corte por plasma; por esta razón la soldadura MIG está limitada, en su aplicación práctica, sólo a partir de ciertos espesores de material, requiriendo en muchos casos un sistema de seguridad del baño. Sin embargo los diámetros pequeños de alambre de electrodo son desfavorables desde el punto de vista económico porque al disminuir el diámetro del alambre aumenta el gasto de acabado y con ello el coste.
Mayor peso tienen los efectos negativos sobre la
calidad de la unión soldada,
sobre todo cuando se tiene en cuenta la porosidad, que crece al disminuir el diámetro del
alambre de electrodo: las impurezas en la aportación, como pueden ser residuos de líquidos usados
en el estirado o agua incorporada a la capa de óxido (como humedad del aire, decapado o
aspersión) sólo suelen
aparecer de hecho sobre la superficie. Cuanto menor es el diámetro del
alambre de electrodo tanto mayor es la relación superficie a volumen de electrodo. Todas las
variantes significativas del proceso de soldadura MIG se han desarrollado, por
eso, con la mira puesta en el aumento de la relación del diámetro del alambre de electrodo a la corriente
de soldadura.
La soldadura en cortocircuito no se puede aplicar para
el aluminio porque, debido a la rápida evacuación del
calor, no llega a formarse el lecho de fusión. En las modernas variantes del proceso
(Adaptive Spray, v. MIG con corriente pulsada) se pueden producir, sin embargo,
cortocircuitos pero en ellos el extremo del electrodo funde rápidamente a
consecuencia de corrientes de impulsos elevados. Utilizando fuentes de energía potentes y una
regulación por
computadora de la tensión del arco eléctrico así como de la
longitud del arco, en un dominio que se encuentre entre el corto y el difuso,
dominio designado como "Mesospray", se pueden optimizar, utilizando
incluso argón como gas
protector, las profundidades de penetración y el rendimiento de fusión (v. Lit.
Kiyohara y otros, Weld. Journal 1 977).
Las tablas 2, 15
y 16 dan valores orientativos para las formas de las juntas de unión y de los
valores a utilizar en la soldadura manual, así como indicaciones sobre los defectos más frecuentes y
sus causas.
Tabla 15:
Valores indicativos para la soldadura a mano MIG


Soldadura MIG con corriente
pulsada (pulsed arc, pulsed spray)
El principio de esta variante del proceso MIG consiste
en que se superponen a una corriente continua, por debajo de la corriente crítica, impulsos
de corriente del mismo sentido, los cuales elevan la corriente total durante un
corto tiempo en el dominio de la transición difusa. La acción se puede mirar, de modo simplificado,
considerando que la corriente permanente reblandece el extremo del electrodo de
alambre y el impulso de corriente ocasiona el rápido transporte de material (Fig. 12).
El tránsito se realiza
con menos gotas y de mayor tamaño que en el tránsito difuso normal (50 a 100 gotas por segundo en vez de más de 200 en el
tránsito
difuso). La corriente total se halla considerablemente muy por debajo de la
necesaria para el caso de la transición difusa pura; se puede, con igual diámetro de
electrodo de alambre, soldar espesores de material menores o pueden utilizarse
electrodos de mayor diámetro. Esto supone mayor seguridad en la soldadura por capas, disminución de la
porosidad de la soldadura y descenso de los costes de los electrodos de
alambre. La frecuencia de impulsos alcanza ordinariamente de una a dos veces
la frecuencia de la red (50 ó 100 Hz). Otra ventaja del procedimiento estriba en que se pueden soldar
posiciones de soldadura alternantes sin una regulación posterior de la corriente de soldadura.

Fig. 12 Soldadura MIG con arco eléctrico pulsado. Curva de intensidad y proceso de fusión (esquemáticamente): 1
después del
desprendimiento de la gota, 2 ensanchamiento (maza), 3 estrangulación, 4 desprendimiento de la gota, 5 después del
desprendimiento de la gota.
Una variante del
procedimiento recién descrito es la "Adaptive Spray Welding" en la que la secuencia
de impulsos y la corriente de soldadura se controlan por la longitud del arco o
la distancia entre el extremo de los electrodos de alambre y la superficie de
la pieza.
Otra variante desarrollada en Gran Bretaña es la
"Synergic pulsed MIG", en la que una corriente con ondas
rectangulares provoca, con cada impulso, el paso de una gota cada vez. La
estabilidad del arco eléctrico se consigue adaptando la frecuencia de impulsos al avance de los
electrodos de alambre. Para cada combinación de material de aportación y diámetro del
alambre de electrodo se pueden determinar valores óptimos para la corriente y la frecuencia de
impulsos, que se pueden programar en el control de la máquina de soldar.
Estos datos óptimos
para la soldadura de costura a tope, con electrodos de alambre 5182 (AIMg4,5
con 0,20 hasta 0,50% de Mn), con 1,6 mm de diámetro alcanzan, con gas protector argón, por ejemplo,
los siguientes valores: corriente de impulso 450 A para una corriente media de
66 A; frecuencia de impulsos 40 Hz, avance de electrodos 2 m/min, velocidad de
soldadura 600 m/min.
Soldadura MIG con
alambre grueso
Esta variante
permite la soldadura mecanizada de chapas gruesas con intensidades de corriente
considerablemente mayores, es decir, utilizando electrodos de alambre más gruesos. La
regulación tiene
lugar con energía de arco
constante variando la velocidad de avance del electrodo de alambre. Se pueden
conseguir rendimientos de fusión muy altos (Fig. 13); la tabla 15 da valores orientativos para la
instalación de la máquina.
Fig. 13 Rendimiento de fusión en la soldadura MIG con electrodo grueso.

Fig. 14 a Principio de la soldadura MIG por
plasma (esquemático); b
principio de la soldadura MIG con boquilla de plasma (esquemático); 1 electrodo que no se funde, 2 alambre de soldadura, 3 boquilla, 4
arco de plasma.

Soldadura MIG con
corriente de alta intensidad
Lo característica son las elevadas intensidades específicas, el gran avance de electrodo y la
penetración
profunda. Para espesores de material de hasta 32 mm no es necesaria ninguna o
muy escasa preparación de junta para la soldadura (chaflanes de 6 hasta 8 x 45°); se suelda con
escasa distancia entre almas (soldadura en I) o nula (soldadura I con bisel).
Con diámetros de
electrodos de 1,2 mm, con protección de argón, alcanza
la corriente de soldadura hasta 400 A. Debido al gran lecho de fusión se puede
soldar solamente —
principalmente mecanizado— en posición
horizontal. La gran profundidad de penetración se puede aprovechar también en el caso de
las costuras con garganta.
Soldadura MIG por
plasma
En la soldadura MIG por plasma (Fig. 14) se realiza la
formación del
plasma mediante un arco eléctrico transferido el cual salta entre un electrodo no fundente (electrodo
de volframio o cobre), colocado lateralmente desplazado en el interior del
soplete, y la pieza. Una variante es la soldadura MIG con boquilla de plasma,
en la que el arco eléctrico de plasma se hace saltar entre la boquilla de estrangulamiento de
cobre y la pieza; en este caso se debe encender el arco eléctrico de soldar
antes que el arco de plasma. En ambas variantes el rayo de plasma abarca concéntricamente al
electrodo de alambre. El procedimiento que utiliza electrodo auxiliar tiene la
ventaja de que se puede efectuar un precalentamiento con el rayo de plasma.
Ambas variantes dan rendimientos de fusión más altos que el caso de la soldadura MIG, mejor penetración, mayor
velocidad de soldeo y menor producción de calor. El procedimiento sin electrodo auxiliar requiere el empleo de
dispositivos menos complicados; cuando se utiliza un soplete pequeño se requiere
una sola conducción para
gas, y la separación en gas de plasma y gas protector se realiza con ayuda de una boquilla en
estrella situada en el soplete. Ambas variantes se pueden utilizar para el
soldeo automatizado.
Otras variantes MIG
para la soldadura de chapa gruesa
La soldadura de ranura estrecha (Narrow-gap-welding)
ha sido desarrollada para el soldeo de chapas gruesas sin preparación de la ranura
para la costura, como una variante especial de la soldadura MIG (v. Fig. 15a).

En este caso se
sumergen dos conductos para electrodos de alambre en forma de hoja de espada,
refrigerados por agua, de 4 mm de espesor, en la hendidura estrecha (narrow
gap) situada entre las partes a unir, situadas a una distancia de entre 6 y 9
mm. En el extremo inferior de la espada se halla situado el tubo de contacto y
la conducción del gas
protector que tiene lugar por dos conductos situados separadamente. La
penetración lateral
se realiza mediante un pre doblado, preparado especialmente, de los electrodos
de alambre que, después de salir del tubo de contacto se vuelven a doblar dirigidos hacia el
flanco de la costura. Los dos sopletes se hallan situados consecutivamente en
la hendidura, soldando, cada uno de ellos, aproximadamente, la mitad de la
anchura de la ranura, asegurando, debido al doblado contrapuesto de los
electrodos de alambre, la penetración en los flancos de la costura. La conducción lateral del soplete y la distancia entre
ellos se regulan electrónicamente mediante un dispositivo palpador. Teniendo en cuenta que la forma
de la costura es la misma para todas las capas de la soldadura, se pueden mantener
los parámetros
para el soldeo en todas ellas. No se conoce aplicación del proceso para el aluminio, pero se
considera totalmente posible.
La soldadura vertical MIG mecanizada se ejecuta como soldadura MIG de alambre grueso con
análogas
instalaciones que para la soldadura del acero por arco sumergido en escoria.
El mantenimiento del lecho de fusión no se realiza, sin embargo, con mordazas de cobre refrigeradas con agua
sino mediante piezas moldeadas de grafito. Un desarrollo más moderno del
proceso, realizado en un principio con alimentación lateral de los electrodos y placa base de asiento soldada (Fig. 15b), es
la soldadura eléctrica con
gas (Fig. 15c). En ella, el electrodo de alambre se dispone verticalmente y,
mediante un oscilador, se desplaza a uno y otro lado, por encima del lecho de
fusión, situado
en la zona de soldadura, con una carrera acorde con el espesor de la chapa y
sostenido por aislantes (con zapatas de grafito) colocados a uno y otro lado
de las piezas a unir (distancia aproximada 20 mm). La velocidad de soldeo
alcanza hasta unos 3 m a la hora, para chapas de 45 mm de espesor. Como gas
protector se utiliza una mezcla de helio-argón en la proporción de 75:25. Análogamente opera el sistema llamado "Delta
Oscillating" desarrollado en Japón.
Soldadura MIG para tubos mecanizada
Los problemas mínimos también se presentan en la soldadura MIG de tubos
cuando los tubos a unir o el tubo y la brida a soldar giran y el electrodo
permanece fijo en la "posición de las 2 del reloj (costura ascendente)". En la soldadura con
instrumentos de soldadura orbitales (el electrodo gira alrededor) se proveen
los tubos con un dispositivo de centrado y posicionado incorporados a ellos,
(que sirve al mismo tiempo como seguro del baño) y se fijan sólidamente por fuera. La máquina para
soldar tubos se coloca análogamente
a una pieza prismática de
fijación sobre
uno de los dos tubos a unir y se orienta de tal forma que el soplete (con la
bobina de alambre de electrodo y el dispositivo de avance colocado encima) se
encuentre situado sobre la zona a soldar. Un motor mueve el cabezal de soldar,
a través de un
reductor con variador y una corona dentada, (aba-tibie) en una órbita circular
alrededor y por fuera del tubo. El paquete de tubos de goma se mantiene a una
cierta distancia del tubo mediante un dispositivo en forma de parrilla. El
dominio de trabajo de las instalaciones existentes abarca diámetros de tubo
entre 100 y 200 mm para espesores de pared de 4 mm en adelante. Por soldadura
programada se pueden adaptar automáticamente a la posición de soldadura requerida los parámetros óptimos de soldadura. En este aspecto presenta
ventajas el uso de la soldadura con corriente de impulsos.
Soldadura MIG por
puntos y de botón
La posibilidad de conseguir uniones solapadas por fusión de la chapa
superior y reblandecimiento de la inferior se utiliza pocas veces, debido a
que se requiere la eliminación del óxido y de
una limpieza en las superficies de contacto, además de no ser deseable la aparición de salientes semejantes
a las cabezas de remaches. La unión de chapas de recubrimiento,
resistentes al deslizamiento, en las nervaturas rígidas o de soporte, usadas en la construcción de cajas de
coches para vehículos
sobre raíles (mantenimiento de la rigidez suficiente a distancias convenientes,
o chapa exterior relativamente gruesa, sustituida con frecuencia por el uso de
perfiles con rigideces integradas) tiene lugar mediante costuras de garganta
interrumpidas o — como
sucede en Aeronáutica— por la
soldadura por puntos por resistencia (para mantener el principio de la menor
distancia de rigideces y la chapa exterior delgada). Cuando las chapas son más gruesas se utiliza,
ocasionalmente, la soldadura de botón para la que, para chapas de espesor
4 mm (en el método de impulso MIG, incluso más delgadas) valen las siguientes reglas:
— Se perfora (o se taladra y desbarba), en
igualdad de espesores a unir, aquélla pieza que sea más asequible o aquélla en cuyo lado el abovedamiento en forma de cabeza de remache sea la que
menos perturbe; cuando los espesores son distintos, la parte más delgada;
— El diámetro del
orificio dL debe alcanzar, en función del espesor de la pieza perforada, d, = 6 +
2t ^ 10 mm;
— La
distancia e, de los puntos de soldadura debe alcanzar, de unos a otros, ~ 3 a 6
dL;
— La
distancia al borde e2, en la dirección del esfuerzo, alcanza ~ 2,5 a 4,5 dL;
— La
distancia al borde e3, transversal a la dirección del esfuerzo
alcanza, ~ 2,0 a 4,0 dL;
— Al valor orientativo para la resistencia a la
cizalladura de las soldaduras sin defectos se debe añadir el 60% de la resistencia a la tracción del metal de
aportación en estado
blando.
La penetración se puede mejorar adicionando al argón hasta el 2%
de 02; lo cual está indicado especialmente cuando hay que soldar con placa de asiento (placa de
cobre o acero).
Soldadura de fusión utilizando fundentes
Fundentes
Se indicó la posibilidad
de disolver, al soldar, la capa de óxido por procedimiento químico utilizando fundentes, transformándola en escoria. Esta última flota
sobre el lecho de fusión o sale de éste debido
a la tensión
superficial, protegiendo al lecho de fusión de la oxidación. Los fundentes para la soldadura en el aluminio
no están
normalizados; circulan en el comercio con las denominaciones de las casas
productoras y se pueden conseguir en todas las que se dedican a la técnica de soldadura
autógena o de
materiales de aportación o auxiliares. Se deben observar rigurosamente las normas indicadas para
su uso.
Los residuos de
los fundentes tienen acción corrosiva y deben ser eliminados, en consecuencia, sin dejar rastro.
Esto exige, la mayoría de las veces, un considerable gasto en limpieza mecánica, decapado
alcalino, neutralización subsiguiente de posibles restos de decapado y un lavado escrupuloso con
agua. Los fundentes llamados "de acción no corrosiva" ("neutros")
cuyos residuos, después de la soldadura, son ciertamente inactivos, pueden sin embargo tener una
acción
perjudicial.
Estos residuos son, en su mayoría porosos y pueden absorber humedad como una esponja e, incluso, los gases
disueltos en aquélla que, a
su vez, pueden ser causas de corrosión cuando se utilizan fundentes. Para uniones con solape y las costuras en
garganta con nervadura no se pueden tener la seguridad de que no se oxiden.
Soldadura por gas
La soldadura por gas (soldadura autógena) se utiliza
ocasionalmente aún para la
soldadura del aluminio puro y de las aleaciones de aluminio no endurecibles,
debido a que los aparatos necesarios son relativamente baratos y nada
complicados.
Comparándola con la
soldadura del acero se requiere, aproximadamente, la misma cantidad de calor
para la soldadura del aluminio con igual sección transversal y la misma velocidad de
soldadura, a pesar del punto de fusión comparativamente más bajo y del calor específico, más alto,
referido al volumen, así como el calor de fusión del acero, entre otras cosas, porque la mayor conductividad calorífica trae como
consecuencia una considerable eliminación de calor. La fusión de la capa de óxido no puede lograrse en ella.
Tampoco es
posible la reducción del óxido por
exceso de gas, en la llama de soldadura, en contraste con lo que sucede en el
acero; tiene que ser disuelto con un fundente apropiado. El oxígeno no
eliminado puede depositarse en la fusión debido a su mayor densidad y disminuir la
resistencia mecánica de la
unión soldada
como consecuencia de su inclusión.
El precalentamiento es siempre habitual en la soldadura con gas; se
realiza en espesores de chapa de hasta unos 5 mm con el soplete de soldar
(llama blanda, aplicada en movimiento circular, la punta del soplete debe estar
dirigida entonces hacia el centro de la costura).
La preparación de las ranuras
para la soldadura con gas puede verse en la tabla 16

Aparatos parata soldadura. Se utilizan las empuñaduras manuales y los juegos habituales de
sopletes del comercio.
Gases para soldadura (gas combustible-oxígeno). Son usuales el acetileno y el oxígeno en
botellas; el hidrógeno se
utiliza muy rara vez.
Graduación del soplete y de la llama. Los
sopletes son similares a los empleados para la soldadura del acero. Es muy
importante la graduación correcta del soplete y de la llama. Una llama con exceso de oxígeno debe
evitarse de cualquier manera. Se trabaja con un exceso ligero, pero visible, de
gas combustible. El exceso necesario de acetileno, que se manifiesta en una
llama blanda y que produce un leve zumbido, existe cuando se percibe alrededor
del borde cónico,
exteriormente blanquecino, una envoltura brillante un débil color blanco
verdoso o cuando aparece, alrededor del núcleo de la llama interiormente afilado, un
cono de cuatro a cinco veces la longitud de aquél. El tamaño del soplete necesario para diversos
espesores de chapa se encuentra en la tabla 17 Las boquillas sucias o
defectuosas deben arreglarse o cambiarse.

Material de aportación (para su
selección v. tabla 2). Las varillas de metal de aportación deben estar limpias
y brillantes. El aceite y la grasa se pueden eliminar por decapado con sosa
cáustica al 10%, lavado con agua, neutralizado en ácido nítrico diluido (1/3 de ácido + 2/3 de
agua), nuevo lavado (y secado). En las varillas sin grasa basta una limpieza
mecánica con lana de acero limpia.
Técnica de la soldadura. Después de
un precalentamiento (v. precalentamiento) se aplica el fundente, recién
removido, con cuidado y en poca cantidad utilizando un pincel limpio. En el
caso del aluminio puro basta, la mayoría de las veces, dar unas pasadas a la
varilla de aportación. Cuando se trata de aleaciones se embadurna también la
zona de unión de la soldadura. Para costuras cortas en chapas gruesas y para
soldaduras en piezas de fundición se sumerge el alambre de aportación,
precalentado, en el fundente (en modo alguno en el depósito de reserva). En la
mayoría de los casos la cantidad de fundente que se adhiere a la varilla es
suficiente.
El proceso de soldadura propiamente dicho comienza tan
pronto como funde el fundente y se extiende en forma vidriada sobre las
piezas. Normalmente se ha alcanzado entonces una temperatura de 50 a 100° C por debajo de
la temperatura de fusión. Para un ángulo de
inclinación del
soplete de 70 a 80° (en ningún caso más plano) se comprueba
si los cantos funden (empiezan a deformarse). Esto puede comprobarse, también, mediante un
frotamiento repetido con el alambre de soldar. Tan pronto como los cantos
comienzan a fundirse se inicia la soldadura. La mayoría de las veces se ejecuta con la llamada
soldadura a izquierdas en la cual la varilla de aportación se conduce,
según indica
la Fig.16a, en la dirección de la soldadura, delante de la llama. La posición normal del soplete y de la varilla de
soldadura se puede ver en la misma figura.

El soplete y la
varilla se mueven pausada y uniformemente. La varilla se sumerge en el lecho de
fusión
producido por la llama, realizando simultáneamente una leve retracción del soplete,
se funde y se levanta brevemente con un ligero movimiento hacia delante. Colocando
de nuevo, de modo regular y breve la varilla, reiteradamente, se obtiene un cordón de soldadura
limpio. Con alguna práctica es posible regular la temperatura y la fluencia del lecho de fusión procurando que
funda el material de aportación. El soplete se conduce, cuando se trata de pequeños espesores de
chapa, en forma rectilínea a lo largo de la costura soldada y, cuando la chapa tiene mayor
espesor, además con
pequeños movimientos
pendulares y transversales.
Tratamiento posterior de las
uniones soldadas con gas. Las zonas soldadas deben someterse a un
enfriamiento lento después de haber terminado el proceso. Esto es sobre todo importante en aquéllos materiales
que presentan un elevado intervalo de solidificación. El enfriado produce tensiones, distorsiones
e, incluso, bajo ciertas circunstancias, grietas.
Eliminación de los
residuos de fundente. Después del
enfriamiento debe cuidarse de rea-Mazar una eliminación inmediata y total de los residuos de
fundente. Incluso las mínimas trazas pueden dar lugar a ataques químicos. No basta lavar y cepillar las zonas de
soldadura como suele ser habitual. Se debe realizar un tratamiento posterior en
o con una disolución de ácido nítrico al 10%,
seguido de un lavado con agua pura. Esta norma no es
solamente válida para
las zonas de difícil
acceso. Allí donde no
sea posible una eliminación total de las trazas de fundente, incluso utilizando orificios a propósito para el
lavado, no debe utilizarse la soldadura con gas. Las piezas tratadas deben secarse
rápidamente.
Martilleo posterior de las
costuras soldadas. El aluminio puro se debe martillear o
"laminar" (300 a 350° C) después de la
soldadura y de eliminar los residuos de fundente, con objeto de afinar la
estructura de fusión, de grano grueso, de la costura. El efecto es discutible. Para realizar
esto se coloca la costura sobre una base sólida, limpia, con objeto de evitar que se
formen grietas o roturas debidas al martilleo. Es importante que durante este
proceso no se incrusten laminillas metálicas extrañas. Cuando se trata de grandes recipientes se
debe trabajar con sufrideras pesadas. El mismo efecto produce el laminado de la
costura en relieve.
Soldadura por arco eléctrico (soldadura manual por
arco eléctrico)
La soldadura del aluminio por arco eléctrico con
electrodos recubiertos de fundente se utiliza prácticamente ya sólo para reparaciones en piezas de fundición. El arco eléctrico salta
entre la pieza y el electrodo en fusión. La soldadura se realiza con corriente continua.
La mayoría de las
veces pueden utilizarse rectificadores o transformadores de los usados en la soldadura
del acero. El electrodo se halla siempre en el polo positivo. El procedimiento
es adecuado para piezas de 4 mm de espesor en adelante. Son posibles las
costuras en posición horizontal; la soldadura vertical es dé difícil ejecución, las soldaduras de techo quedan totalmente
excluidas en tanto que las soldaduras de garganta o solape son ciertamente
posibles, pero habrá de contarse con inclusiones de escorias y fundentes.
El recubrimiento del electrodo realiza la función del fundente;
debe, además, proteger
al lecho de fusión de la
acción del oxígeno y provocar
la ionización de la
trayectoria del arco de modo que éste se mantenga permanente. Debe gotear más lentamente que la varilla de aportación y, en
consecuencia, sobresalir en éste durante la fusión en forma de cráter. Los electrodos usuales deben satisfacer las exigencias siguientes:
— Buena
capacidad de cebado, es decir fácil encendido del arco,
— Buena
actividad del fundente,
— Fácil eliminación de la escoria,
— Buena
capacidad para el almacenaje (no debe exfoliarse el recubrimiento, no debe absorber
la humedad atmosférica), no
debe salpicar.
Los alambres que forman el núcleo son de materiales de aportación normalizados
según DIN 1732
p. 1. Los electrodos con recubrimiento se suministran en paquetes impermeables
a la humedad con coloración característica. De
estos paquetes o embalaje sólo se extraen los electrodos que se van a utilizar en cada caso. Los
electrodos que se hayan humedecido pueden utilizarse aún después de secarlos
cuidadosamente con ciertos reparos. Los diámetros habituales de electrodos se hallan
entre 2 y 8 mm, para longitudes de entre 400 y 450 mm. La selección del material
de aportación se
realiza conforme a las indicaciones de la tabla 3.
En general no se realiza precalentamiento para
espesores de hasta 5 mm; para mayores espesores, de 150 a 200° C, y para
piezas de fundición, de 150
a 200° C. La preparación de las ranuras se realiza análogamente a lo
expuesto para la soldadura MIG (tabla 17); en las piezas de fundición se ha de
operar de forma apropiada.
Técnica de
la soldadura. Las intensidades
de corriente recomendadas para la soldadura por arco eléctrico se hallan
en la tabla 18.

TABLA 18: Valores orientativos para la soldadura por
arco eléctrico
El punteado de
sujeción es con
algo más de
intensidad. Cuando se trata de varias capas se utiliza, para la pasada de raíz diámetros menores y
al aumentar el número de
capas y la anchura de las ranuras a unir, diámetros mayores. Antes de pasar a la capa
siguiente se debe eliminar cuidadosamente, por medios mecánicos, la
escoria (martilleo y cepillado). Para espesores de pieza de hasta 4 mm se
recomienda utilizar placas de asiento de acero, cobre o carbón, para una
buena ejecución de la
soldadura.
La tensión de encendido es de 60 a 70 voltios, y la tensión de soldadura de 24 a 28 voltios. La
intensidad de corriente se rige de acuerdo con el espesor de la pieza, el diámetro de
electrodo y un precalentamiento ocasional. El arco eléctrico se mantiene bastante largo en el encendido,
mientras que al soldar tan corto que casi toque el recubrimiento a los bordes
de la ranura. La inclinación de los electrodos es de 90° a 60° como máximo. La
soldadura a derechas permite observar mejor el lecho de fusión. Se suelda con
movimiento pendular, lateral. La rápida fusión del
electrodo exige, consecuentemente, una velocidad de soldadura elevada. Para
costuras de garganta y uniones soldadas a solape no debiera utilizarse la
soldadura por arco eléctrico.
El tratamiento posterior consiste, en primer lugar
eliminar la escoria, que suele saltar por simple percusión en grandes
pedazos; a continuación se realiza la limpieza de las partes soldadas, como en la soldadura por
gas, hasta su fase final.
La soldadura por arco eléctrico con electrodos de carbón no se utiliza
ya prácticamente
para el aluminio, y lo mismo puede decirse del procedimiento Weibel (Fesa) y el
volframio-hidrógeno
(proceso Arcatom).
Soldadura por arco bajo polvo (soldadura UP)
Tratando de encontrar un procedimiento económico para la
soldadura de grandes espesores de materiales se investigó también la posibilidad
de aplicar al aluminio el procedimiento de soldadura UP que había dado resultado
con el acero. Según los
datos publicados sobre experiencias en la URSS y en Checoslovaquia los polvos
para soldadura compuestos permiten ciertamente una soldadura casi sin defectos,
pero no han sido satisfactorios en cuanto a las características que se
obtienen en las costuras. Las experiencias con polvo de soldar libre de sodio,
a base de cloruros, fluoruros y óxidos, dieron una penetración profunda en la soldadura con corriente continua y electrodo de alambre
polarizado positivamente. El arco eléctrico arde en una caverna cerrada, y la desgasificación transcurre
preferentemente en sentido opuesto a través de un "canal de gases" que se
produce en la escoria (Fig. 17). Los parámetros de soldadura recomendados y los
preparativos previos de las uniones, así como las características mecánicas alcanzables se hallan contenidos en la
tabla 19.-

Fig. 17
Soldadura de aluminio por arco bajo polvo (soldadura UP): a) esquema; b)
formación de la caverna,
lecho de fusión y canal de
gases en la soldadura UP del aluminio: 1 bobina del alambre de electrodo, 2
mecanismo de avance, 3 tubo de contacto, 4 polvo a granel, 5 placa de asiento.

Tabla 19: Parámetros para la soldadura y formas de juntas para la soldadura UP de AlMg
4,5Mn (corriente
continua, electrodo en el polo positivo, montón de polvo
aproximadamente 60 mm de alto.
Soldadura por arco
sumergido en escoria (soldadura ES)
En experiencias de laboratorio se han determinado, con
chapas de AIMg4m5Mn, de 45 mm de espesor, los parámetros de soldadura óptimos recopilados en la tabla 18 La Fig. 18
muestra el principio del proceso; la alimentación de electrodos de cobre curvados (radio de
curvatura, 200 mm) se eligió para evitar el "stick slip", cubiertos con tubos de acero
adaptados a aquéllos. Como
soporte del baño se han
probado esterillas de carbono y mordazas de cobre refrigeradas por agua (Eichhorn
y col.).

Fig. 18 Principio de la soldadura por arco sumergido
en escoria: 1, tubos de guía; 2,
electrodos de alambre; 3, escoria líquida; 4, lecho de fusión; 5, cordón de
soldadura solidificado; 6, soporte del baño.

') Valores en el centro de la costura;2)
Valores en la transición
3) Tipo AIMg5,5MnO,4 a base de mayor pureza; polvo de soldar: 30% KCI; 30%
MgCI2; 30% LiF; 10% MgF2.
Tabla 18: Parámetros de soldadura óptimos y
características mecánicas alcanzables en la soldadura por arco sumergido en escoria, de AIMg 4,5Mn (soldado con corriente alterna, soporte del baño con mordazas de cobre refrigeradas por agua).
Otros métodos de soldadura por fusión
Soldadura por vertido
En la soldadura por vertido se utiliza un caldo para
unir por fusión las
partes situadas en un molde con una distancia ~ 3/4 t, calentadas a unos 300° C. Para ello el
molde está
primeramente abierto por abajo a fin de que el caldo, calentado hasta 1000° C, pueda fluir
a su través y fundir
algunos mm de profundidad los bordes de la costura. Al mismo tiempo la capa de
óxido es
arrastrada por el caldo vertido. Una vez que se ha alcanzado este estado, se
cierra el molde por abajo con un tapón y se llena hasta la altura de una mazarota suficientemente dimensionada.
El procedimiento
se utilizó con éxito para soldar
uniones a tope, en T y en esquina, así como rieles conductores de corriente, de
aluminio, obtenidos por fusión inyectada y por extrusión con secciones transversales > lOOOOmm2. El caldo, que se
enfría
escasamente durante su trayecto-ría, se puede utilizar de nuevo después de limpio y calentado a temperatura elevada.
Es de suponer
que se puedan utilizar, para el calentamiento y llenado del molde, diversos
caldos, con lo que se puede reducir el gasto de la limpieza del caldo. La
soldadura por vertido simultáneo de varias piezas conectadas, es posible si se tiene en cuenta el curso
de la temperatura así como las dilataciones y contracciones de origen térmico.
Soldadura aluminotermia
Se conocen dos procedimientos en los que se utilizan
reacciones aluminotérmicas para la unión de conductores de aluminio (en forma de cable o macizos):
Procedimiento Alutherm®. El calor
de una reacción aluminotérmica se utiliza
para la soldadura a tope de dos conductores alineados uno a continuación de otro. Se
pueden unir entre sí conductores macizos de aluminio y cables en cualquier combinación.
Se requiere
fundente. No son habituales las uniones entre aluminio y otros materiales. La
trayectoria de la soldadura es simple: en un cartucho de Alutherm, adecuado al
diámetro del
conductor, que se halla situado exactamente en el centro de la unión de los dos extremos,
comprimidos por la acción de unos resortes situados en una guía, se produce la ignición. Los extremos
se funden y se recalcan como consecuencia de la fuerza elástica de los
resortes.
Procedimiento Cadweld®. En este
caso se trata de una soldadura por vertido con una mezcla de polvos aluminotérmicos; el óxido de estaño es el
"socio" en la reacción. El caldo que se forma es una aleación AISnCu.
La Fig. 19
presenta de modo simplificado la situación antes de comenzar la soldadura por vertido.
Tras el encendido de la mezcla reaccionante, con ayuda de un polvo de ignición, el proceso de
fusión y
vertido se desarrolla por sí sólo y tras
la formación de una
cantidad suficiente de caldo y alcanzar una temperatura determinada, funde el
disco de aluminio y el fundido llena el hueco de soldadura así como una parte
del canal de vertido. El bebedero, que actúa al mismo tiempo como alimentador, se separa
después de abrir
el molde. La pequeña conductividad de la aleación que se forma durante el proceso y la densidad, disminuida debido a la porosidad,
se compensan por la mayor sección.

Fig.19 Molde
para fusión y soldadura
por vertido utilizada en el proceso Cadweld (se ha separado una mitad del
molde): 1 crisol de fusión, 2 polvo de
ignición, 3 polvo
aluminotérmico, 4 disco
de aluminio, 5 pasadores, 6 suplementos cerámicos, 7
mitad del molde, 8 canal de colada, 9 espacio de soldadura, 10 extremos de los
conductores a unir (rociados con fundente).
La resistencia de la unión sobrepasa a la del aluminio puro. Debido a
la escasa estabilidad de la unión ante la corrosión, debe recubrirse en las conducciones aéreas; los aislamientos, en forma de cinta, los
ofrecen las mismas casas productoras.
Además de la forma de unión expuesta aquí existen también uniones con ramificaciones en T y en ángulo, uniones para terminales de cables,
conexiones para conductores y uniones para barras conductoras de corriente
(hasta 3200 mm2).
Soldadura por haz de
electrones
La soldadura por haz de electrones (soldadura EB)
permite la soldadura de casi todos los metales entre sí. La soldadura
EB del aluminio se realiza al vacío, sin material de aportación. El calor de soldadura origina un haz de electrones, concentrado mediante
una óptica
electrónica, el
cual está dirigido
hacia el punto de unión (Fig. 20). El haz electrónico concentrado en forma puntiforme hace posible la soldadura a tope en
chapas gruesas; también es posible soldar uniones a través de una chapa
de recubrimiento por ejemplo,
soldar los tabiques separadores en tubos a través de la pared externa de aquéllos.

Fig.20 Cañón de electrones (esquema): 1 cátodo
incandescente (fuente de electrones), 2 corriente de calefacción del cátodo, 3 ánodo, 4 electrodo
de regulación, 5 lente focalizadora, 6 haz electrónico, 7 circuito
del mando de electrodos, 8 alta tensión, 9 baja tensión, 10 blindaje.

Fig. 21 Soldadura por haz de electrones de codos de entrada de fundición de aluminio inyectada, en ambiente atmosférico según SAE Paper 780437: a forma inicial, b cordón de
soldadura (amplia penetración por dispersión del rayo).
.
El haz de electrones se produce con alto vacío, análogamente a como
sucede en los tubos de televisión y de oscilógrafos. El
cátodo está conectado a un
potencial negativo alto que llega hasta 150 kV. El electrodo de regulación es, además, negativo
frente al cátodo; el ánodo se conecta
a tierra. Debido al campo eléctrico acelerador entre el cátodo y el ánodo se
aceleran los electrones, como portadores de carga libre (a 150 kV alcanzan
aproximadamente 2/3 de la velocidad de la luz), y, por lo tanto, están dotados de una
gran energía cinética. El
electrodo de mando hace que el haz de electrones se convierta en rayo
concentrado justamente a la salida. El rayo electrónico así originado y concentrado se focaliza por una
lente electromagnética sobre
un espacio muy pequeño. Este proceso es comparable al proceso de formación de imagen en la
óptica
luminosa normal, es decir se cumplen las mismas leyes que para la formación de la imagen
de una fuente luminosa puntiforme a través de una lente de cristal.
En la proximidad del cátodo tiene el haz electrónico la sección transversal más estrecha, cuya
imagen se proyecta sobre la superficie de la pieza, mediante la lente electrónica, en una
proporción
determinada por la situación de la lente y la distancia de la pieza, unas veces aumentada o, cuando
fuese más
favorable, disminuida. Modificando la corriente de la lente se puede modificar de modo
continuo también la
distancia focal de una lente electromagnética (análogamente a como sucede con un objetivo Zoom).
De esta manera se pueden utilizar, en máquinas funcionando con 150 kV, distancias de
trabajo de 10 a 1000 mm (medidas a partir del lado inferior del cañón) sin necesidad
de modificar mecánicamente
el cañón de
electrones. La pieza, que la mayoría de las veces se encuentra en un dispositivo móvil, en una cámara de vacío, bajo el cañón de electrones, se puede soldar por eso a
diversas alturas, dentro de un amplio campo, sin que sea necesario elevarla o
bajarla. Gracias al largo recorrido libre de los electrones en esta máquina, se puede
soldar también el fondo
de una pieza en forma de vaso.
La soldadura del aluminio por rayo electrónico, requiere
ordinariamente el vacío; sobre soldadura en el aire existe también información en la norma SAE Paper 780437. En este caso
se va elevando la presión en la trayectoria del haz, de modo gradual, hasta llegar a la presión atmosférica. Debido a
la interferencia con las moléculas del aire se dispersa fuertemente el haz electrónico y se
produce una penetración considerablemente más ancha. La trayectoria libre del rayo debe ser, por eso, tan corta como
sea posible. Diseñando adecuadamente las piezas fundidas a presión para los codos de entrada de los motores de
turismo Otto (PKW) (Fig. 21) ha sido posible la aplicación de este tipo
de soldadura.
Soldadura por rayo láser (soldadura LA)
La radiación láser, originada
por átomos
excitados mediante emisión "estimulada", reforzada en resonadores y concentrada como
radiación en una única longitud de
onda, como la luz, es una radiación de elevada intensidad que se puede usar, análogamente al haz electrónico, para soldar
y también para el
corte de diversos materiales. La longitud de onda del rayo láser depende del
sistema usado para su origen: en los rayos láser de cuerpos sólidos se halla en el dominio de la luz roja (láser de rubí, 0,69 μ m) o al comienzo del dominio del
infrarrojo (láser YAG y
láser de
cristal de neodimio, 1,06 μ m); en
los láser
gaseosos se hallan muy en el dominio del infrarrojo (láser de C02,10,6
μ m) o, igualmente, el dominio visible (láser iónico de argón, 0,51 μ
m). Teniendo en cuenta que las superficies metálicas reflejan la radiación de modo
distinto en dominios de longitudes de onda concretos, la longitud de onda tiene
una influencia específica sobre la aplicabilidad de uno u otro tipo de láser. La reflexión se puede
disminuir en el aluminio mediante raspado, coloración e, incluso, anodizado.
En los metales
con elevada conductividad calorífica y buen poder de reflexión, se refleja la mayor parte de la radiación láser en el primer momento de un impulso de láser; si la intensidad del rayo láser es
suficientemente grande (aproximadamente 107 W/cm2), se
inicia una absorción llamada anormal: la parte del rayo absorbida basta para fundir la
superficie (espesor de la capa de absorción, aproximadamente 1 μ m), disminuye
entonces la reflexión en tanto que crece la absorción en igual medida. Por conducción calorífica se
forma un caldo, por debajo de la capa de absorción, hasta que se establece equilibrio entre el
calor conducido y la energía del láser
incidente. Aparece un fuerte descenso de la parte reflejada cuando el rayo
entra en una fisura estrecha o cuando comienza a formarse una caverna, al
incidir rayos láser de
elevada intensidad. Hasta ahora se conocen sólo unos cuantos ejemplos sobre la soldadura.
Separación térmica
Corte oxiacetilénico
El corte autógeno oxiacetilénico, en la forma que suele realizarse con los
materiales siderúrgicos, sólo se puede
ejecutar en aquellos cuya temperatura de combustión, en corriente de oxígeno, sea
inferior a la de la temperatura de fusión. El aluminio funde antes de que se haya
alcanzado su temperatura de inflamación y por eso a lo sumo se puede separar con una
llama de oxicorte en espesores pequeños (los bloques mayores se pueden separar eventualmente con una lanza de oxigeno)
provocando la fusión de amplias ranuras. Los bordes de corte así obtenidos presentan modificada
su estructura a causa de la fusión, la zona de influencia térmica es muy amplia y el proceso sólo es útil para los parques de chatarra.
Corte con el aparato
de soldadura MIG
Se pueden conseguir mejores resultados mediante el
corte con soplete MIG, en el cual se utiliza, en vez de un electrodo de alambre
de aluminio, uno de acero no aleado. Se pueden separar espesores de material de
hasta 25 mm. La corriente requerida para ello alcanza aproximadamente el quíntuplo de la
necesaria para la soldadura MIG de igual espesor de material. La ventaja del
procedimiento estriba en que se pueden utilizar también para cortar
las instalaciones de soldadura existentes. Como gas protector se utiliza el
argón con 1 a
5% de oxígeno; la
corriente utilizada es continua, estando el electrodo polarizado
positivamente.
Al comienzo del proceso de separación se forma el
arco eléctrico
entre la pieza y el electrodo y a continuación se regula el avance del alambre, la
corriente de soldadura y la velocidad de corte de modo que el extremo del
electrodo se encuentre aproximadamente a la altura de la parte inferior de la
chapa a separar. A causa de la fusión, el electrodo adopta una forma cónica y el arco eléctrico arde entre este electrodo y las
superficies de corte. El consumo de gas es relativamente escaso (aproximadamente
10 l/min) ya que el corte se realiza esencialmente por la energía del arco eléctrico. No se presentan problemas de aleación de hierro, en
la superficie de corte, la calidad del corte es, sin embargo, la mayor parte
de las veces, insatisfactoria, de tal forma que se requiere un mecanizado
posterior.
Corte por rayos de
plasma
El corte por plasma es, al menos, equiparable en
cuanto a su calidad, al oxicorte del acero; las velocidades de corte
alcanzables son superiores a las del oxicorte de tal manera que también se utiliza
cada vez más para el
acero. Es característico para el soplete de corte por plasma la estrangulación del arco eléctrico y de la
corriente del gas mediante una boquilla de cobre refrigerada por agua (Figs.
22 a y b). El arco eléctrico salta entre la pieza y el electrodo de volframio con polaridad
negativa. Para el encendido se utiliza, en algunas instalaciones, corriente de
alta frecuencia.

Fig. 22 a Corte por fusión con plasma.
Fig. 22 b Secuencia del
proceso en el corte por plasma b (centro) Sección del rayo de plasma perpendicular a la dirección del movimiento; b (derecha) sección en la
dirección del
movimiento; 1 rayo propio de plasma con módulo
ultrasónico, luminoso y
eléctricamente
conductor; 2 zona del punto base anódico,
oscilante; 3 capa de gas caliente calentada por el rayo de plasma que se
separa parcialmente por el borde superior de la pieza; 4 "llama de
plasma" luminosa, indirecta, por la cual ya no pasa corriente alguna; 5 el
material de la ranura lanzado en forma de fina lluvia de chispas.
El corte por plasma utilizando aire a presión es rentable, a
pesar de la utilización de electrodos de circonio y hafnio, de rápido desgaste y caros; sin embargo requieren medidas especiales de protección debido al
fuerte ruido y humos que producen.
Un desarrollo más avanzado es el corte por plasma y agua en el
cual a la boquilla de estrangulación del soplete de plasma, que funciona con nitrógeno como gas de plasma, se le inyecta agua
que al evaporarse se disocia y forma con el H2 y 02
procedente de ella, juntamente con N2, el "rayo de corte".
Alrededor de la boquilla sale el agua en forma de campana y absorbe los gases
que se originan y parte del ruido que hace el soplete. La pieza se coloca en
una cuba de agua, sobre una rejilla de apoyo, de manera que su parte inferior
quede sumergida unos mm en el agua. De esta manera apenas se calientan las
piezas; en el aluminio sólo se superan los 100° C en la zona inmediatamente próxima a la ranura de separación. La Fig. 23 muestra la marcha de la temperatura en función del tiempo de
corte por plasma con aire comprimido.

Fig. 23 Curso de
la temperatura en función del tiempo en
el corte por plasma con aire comprimido, en chapas de aluminio, de 50 mm de
espesor. Zona de medición 0,6 mm detrás de la superficie de separación.
El rayo de plasma que sale de la boquilla está muy caliente
(temperatura del núcleo 10000 K), tiene buena conductividad eléctrica y alta velocidad. Como gas de plasma
para el corte del aluminio se utiliza preferentemente una mezcla de argón e hidrógeno, recomendándose las
siguientes proporciones de mezcla: para el corte a mano 80 hasta 60% de Ar + 20
hasta 40% de H2; en el corte a máquina 65 hasta 50% de Ar + 35 hasta 50% de H2.
La adición de H2
se realiza para elevar la tensión del arco eléctrico,
que es necesaria, debido a la mayor longitud de ese arco.
El rayo de plasma caliente funde el material de la
zona de corte y su energía cinética elimina
el fundido dé la
ranura. La zona de influencia térmica es muy estrecha, debido a la elevada concentración de energía y velocidad de
separación; según mediciones
realizadas alcanza sólo 1 mm aproximadamente. El corte por plasma mecanizado puede utilizarse
para la preparación de las
ranuras a soldar. En la tabla 19 se dan valores orientativos para el corte por
plasma.

Tabla 19: Valores orientativos para el corte
por plasma
En el corte por plasma de aleaciones de aluminio
sensibles a las grietas térmicas, pueden presentarse, con elevada velocidad de corte, grietas
perpendiculares a la ranura de separación, de una penetración de hasta 0,3 mm se desarrollaron empíricamente una relación en virtud de
la cual, en las aleaciones 2014, 7075, 2219 y 7079, no se producen grietas cuando el producto de
la velocidad de corte en cm/min por el espesor de chapa en cm no sobrepasa el
valor 258.
El desarrollo más moderno es el
corte por plasma bajo el agua. En este método se mantiene constante la distancia de la
boquilla del soplete con respecto a la superficie de la pieza
utilizando sensores. Esta variante elimina ampliamente las sustancias dañinas existentes
en el humo y la radiación y el ruido se aminoran tanto que se puede
trabajar sin gafas y sin cascos protectores de los oídos.
Corte por láser
Para el corte por láser del aluminio
vale todo lo expuesto para la soldadura por láser no
se requiere atmósfera protectora en el corte, pero se pueden
conseguir mejores superficies de corte.
Fallos en las uniones
soldadas por fusión
Los cordones de soldadura
sin ningún fallo son tan pocas veces alcanzables como los semielaborados o piezas de
fundición exentos de defectos. Hay que fijar pues los fallos admisibles, cuyo número y magnitud
dependen del grado de solicitación o de repercusión del fallo de
la pieza.
Para uniones soldadas por fusión se forman en las normas y prescripciones
correspondientes grupos de valoración {grupos de calidad), en los cuales son
admisibles en número y magnitud los distintos fallos definidos
en DIN 8524, parte 1. En el complejo DIN 8563: "Seguridad dé la calidad de
los trabajos de soldadura", el aluminio está previsto en la
parte 30. Se parece mucho a la parte 3 ya existente para el acero.
Para la valoración de ensayos radioscópicos
("reconocimiento interno"), se ha elaborado la hoja 1611 DVS para
construcción de vehículos sobre carriles, que también es apropiada
para otras aplicaciones (tabla 20).
Grietas por soldadura
Las grietas por soldadura
traen como consecuencia un fallo rápido de la unión cuando la solicitación es dinámica. Tratándose de
solicitación estática, perpendicularmente al plano de la grieta, éstas pueden ser
la causa de rotura en solicitaciones por debajo de la tensión admisible
calculada.
En los recipientes las grietas pasantes pueden suponer zonas de fuga; los
debilitamientos en la sección, considerables, debido a las grietas, pueden
dar lugar, con poca carga, a fisuras penetrantes, incluso sin deformación apreciable.
Las grietas o fisuras superficiales pueden ser causa de fallos de corrosión como consecuencia
de la penetración de humedad o de medios corrosivos (por
ejemplo, electrolitos en el anodizado). En el lacado al fuego se pueden
producir burbujas en la capa de laca por expansión del aire ocluido.
Las grietas de soldadura
pueden surgir, independientemente del proceso de soldadura, como consecuencia
de soldar aleaciones que no son apropiadas para ello o por efectuar la
soldadura sin utilizar metal de aportación o cuando el que se usa no es el apropiado (v. 10.1.1).
La figura en forma de cráter inicial o
final tiene una trayectoria, la mayor parte de las veces radial, surgiendo
también cuando se producen interrupciones en la soldadura y se requiere hacer
uniones cruzadas o una fusión totalmente nueva.
Las separaciones de material
pueden aparecer paralela o transversalmente al eje de la costura, como
consecuencia de obstaculizarse la contracción, cuando las tensiones de contracción no se pueden
eliminar por fluencia del material o cuando la modificación en la
longitud, en algún dominio de la unión soldada, es
mayor que el alargamiento de rotura.
Los valores más bajos para el alargamiento de rotura se
presentan, de ordinario, en la costura soldada (estructura de colada).
Defectos de este tipo se presentan en soldadura de varias capas, en costuras
largas, o cuando se produce un enfriamiento intermedio, y también, en el punteado de material de mayores
espesores. En el caso de existir elevadas temperaturas de precalentamiento,
pueden surgir grietas por contracción —
preferentemente en las aleaciones endurecibles—, también en la
transición de la
costura o en la zona de influencia térmica. Las separaciones del material en capas anteriores surgen, debido a
la fusión del eutéctico de los
bordes de grano, al soldar las capas siguientes.
Las grietas de soldadura son defectos importantes: las
zonas en las costuras con defecto tienen que ser trabajadas de nuevo y
soldadas. No es aconsejable tratar de corregirlas con una nueva soldadura.
Defectos de unión, defectos de entalla en la
penetración,
fallos en la forma del cordón de soldadura
Los defectos de unión aparecen, independientemente del proceso de
soldadura, como fallos en la fusión de los bordes de la costura entre sí o con el material de aportación fundido.
Entre las causas
pueden mencionarse: penetración defectuosa, es decir, los bordes de la costura no se funden, u
obstaculización de la
fusión debido
al óxido que
no se ha eliminado. En los defectos de unión en la raíz (en las costuras en I soldadas por un solo
lado, sin separación de alma) se funde el material ciertamente hasta la raíz, pero la acción del arco eléctrico, en
cuanto a la eliminación del óxido, no
llega hasta a aquélla. Se
puede facilitar esto achaflanando por el lado de la raíz los bordes de
las almas con lo que la capa de óxido se puede expulsar del lecho de soldadura por tensión superficial
(Fig. 24).

Los defectos de
unión actúan como grietas
en las solicitaciones dinámicas y deben ser eliminados. En la solicitación estática o cuando se trata de recipientes, su
influencia depende de su tamaño, de su posición con respecto a la dirección de la solicitación y de la fracción que les corresponda en la sección de la costura.
Los defectos de entalla en la penetración se originan
como consecuencia de una alta intensidad de corriente en la soldadura,
especialmente en el procedimiento MIG, y se manifiestan principalmente en la
resistencia dinámica.
El aboveda miento fuerte de la costura, cuando se
trata de costuras a tope y de garganta, es casi siempre consecuencia de una
soldadura MIG excesivamente lenta; influye desfavorablemente en la fatiga.
Las secciones de costura que no están completamente
rellenas hacen decrecer la capacidad sustentadora o carga admisible estática y dinámica.
Una penetración deficiente de la soldadura, cuando se
utiliza el tipo MIG con alambre grueso o la soldadura con corriente de alta
intensidad, puede ser provocada por una penetración desplazada (Fig. 25). Se puede corregir
mejorando las formas de moldes usadas en la penetración y utilizando helio o adiciones de helio.

Fig. 25 Defectos de unión (penetración desplazada en
la soldadura MIG con alambre grueso y con argón puro.

Tabla 20
Inclusiones
Independientemente del proceso de soldadura que se
siga pueden aparecer en la costura inclusiones de óxido o escorias. Las causas son, la mayor
parte de las veces, la incorrecta preparación de los flancos de la costura (incorrecta
forma de las ranuras, no haberse cepillado), errónea conducción del calor (fuerte oxidación, debido a
soldar lentamente y un gran avance calorífico) o flancos sucios en la costura.
Las inclusiones de volframio, en el procedimiento de
soldadura WIG, están motivadas por la inmersión del electrodo en el baño de soldar o por una sobrecarga térmica del electrodo.
Las inclusiones de cobre pueden aparecer por rotura en
el tubo de contacto (o de tubos de contacto enteros) o mala conservación del soplete
para soldar MIG (muy raro).
Las inclusiones de óxido en las soldaduras WIG y MIG con gas
protector aparecen por eliminación defectuosa del óxido mediante el arco eléctrico o por estar sucio el gas protector o ser ¡inapropiado. También, como consecuencia de una corriente
turbulenta de aire debido a un funcionamiento no uniforme del arco eléctrico, o como
consecuencia de una corriente turbulenta de gas protector.
Las inclusiones de fundentes son posibles en la
soldadura con gas, en la soldadura por arco eléctrico y en la soldadura bajo polvo.
La acción de tales inclusiones sobre la resistencia estática y dinámica de las uniones soldadas es, la mayoría de las veces,
escasa puesto que, generalmente son pequeñas, a no ser que se hayan cometido graves
errores y, con excepción de las inclusiones de óxido y de volframio, presentan estructuras predominantemente globulares.
Porosidad en la
costura
Los poros en el dominio de la costura de soldadura son
los defectos que se presentan con más frecuencia. Su causa puede hallarse en conexión con el comportamiento en la solidificación de la aleación de aluminio
soldada; sin embargo, en la mayoría de los casos se trata de inclusiones gaseosas.
Los huecos por contracción (rechupes)
se presentan principalmente en el aluminio puro, el cual se solidifica sin
intervalo de solidificación a partir de los bordes de las costuras y las superficies de las mismas.
Cuando existen grandes lechos de fusión, elevada concentración térmica e
insuficiente precalentamiento, esta solidificación transcurre tan rápidamente que no puede ser absorbida por el núcleo de la
soldadura que solidifica en último término,
suficiente cantidad de metal líquido procedente del lecho de fusión en avance. Los rechupes pueden aparecer
también en
aleaciones con intervalo de solidificación cuando debido a la formación de dendritas,
(que tiene lugar, análogamente, desde los bordes y la superficie de la costura, en dirección al núcleo de la
misma) se obstaculiza la fluencia del fundido restante por las ramas de la
dendrita.
Fisuras (poros tubulares). Se producen como consecuencia de
contracción en el
material al solidificarse el extremo de la costura (cráter final).
Cuando las fisuras no son excesivamente profundas se pueden eliminar por
completo fundiendo el extremo de la costura y la zona del cráter final de
nuevo (muy importante cuando se continúa la soldadura después de una
interrupción). Es más seguro, sin
embargo, eliminar la zona del cráter final mediante mecanizado, antes de proseguir la soldadura,
especialmente en el sistema de soldadura MIG, en el que se producen con
preferencia cráteres
profundos de extremo que obligarían, tras nuevo empalme de soldadura, a rebajar las sobreelevaciones
excesivas producidas en la costura. Para evitar las fisuras profundas se
ofrecen en el mercado aparatos WIG con "dispositivo de relleno dé cráteres" los
cuales, en esencia, consisten en que accionando un interruptor en la pistola de soldar se disminuye automáticamente y de modo continuo la corriente de
soldadura.
Las inclusiones gaseosas se originan por gases
que no pueden desprenderse antes de la solidificación del fundido. Tales gases son, por ejemplo,
gases protectores, aire (N2 + 02) u otras impurezas
gaseosas que, como consecuencia del parpadeante funcionamiento del arco eléctrico y el
movimiento del baño de fusión que éste provoca,
penetran en él
turbulentamente; también, a veces, el hidrógeno disuelto en el fundido.
La cantidad de
impurezas gaseosas de este tipo "congeladas" depende de la velocidad
de solidificación del
lecho de fusión. Por
ello son de esperar las inclusiones gaseosas en las variantes del proceso MIG,
en las cuales se puede soldar con elevada concentración térmica y con gran
rapidez. Las costuras libres de poros en la soldadura por arco eléctrico se pueden
conseguir sólo en
casos excepcionales, debido a la combustión relativamente parpadeante del arco eléctrico; la
porosidad en la soldadura con gas es, por ello rara, ya que se suelda
lentamente, el fundido se desgasifica bien y se hace descender la tensión superficial en
la parte superior de la costura, debido al uso de fundente. En la soldadura
MIG, la causa de este tipo de porosidad es la mayoría de las veces, la corriente de soldadura
excesivamente alta, mientras que en la soldadura TIG es debido a la gran
velocidad de soldadura.
La porosidad uniformemente distribuida se debe, casi
siempre, al hidrógeno, que
se disuelve bien en el aluminio líquido mientras que en el sólido no se disuelve casi (porosidad de hidrógeno). El hidrógeno puede ser aportado por el material base,
por el de aportación, por impurezas conteniendo agua situadas en los bordes de la soldadura o
en el material de aportación, por vapores, por humedad atmosférica, por impurezas del gas protector o por
impurezas en el soporte (placa de asiento) del lecho de fusión.
El contenido en hidrógeno del material base o de aportación es normalmente
tan escaso que se debe examinar esta posibilidad solamente cuando todas las
otras se hayan podido excluir con certeza. Incluso cuando la porosidad sea en
la unión de
transición mayor
que en el centro de la costura, no se puede deducir de ello fundamentalmente
una impurificación de los
bordes de la costura, porque en estos lugares el lecho de fusión es menos fluido
y se solidifica más rápidamente, de
tal manera que, en este punto, se dificulta de modo extraordinario la
desgasificación. Las
impurezas de la superficie conteniendo hidrógeno pueden ser restos o residuos de aceite,
grasa, pintura o abrasivo procedente de discos de esmerilar aglomerados sintéticamente,
aparte de la humedad que se pueda haber depositado en la película de óxido.
Los vapores conteniendo hidrógeno o humedad atmosférica pueden
llegar al lecho de fusión cuando se rompe la atmósfera protectora. Esto puede suceder por una corriente de aire, arco eléctrico
parpadeante, excesiva velocidad de fluencia o turbulencia de la corriente de
gas protector y, también, por un efecto inyector entre la boquilla de gas protector y los bordes
de la costura; el vapor de agua puede llegar asimismo al fundido a través de los
conductos de agua de refrigeración, mal hermetizados, del soplete de soldar.
Las impurezas en
el gas protector que se suministra para estos fines son relativamente raras,
pero es posible la penetración de aire o humedad durante las puestas en la soldadura como consecuencia
de la falta de estanqueidad en la conducción de gas protector. El nitrógeno puede
producir también
porosidad uniformemente distribuida; con un 0,5% de N2 en el gas protector
puede aparecer una considerable porosidad. Puesto que la velocidad de difusión de N2
en Ar es muy elevada, se puede alcanzar muy rápidamente, debido a las corrientes
turbulentas de aire, el contenido crítico necesario para la formación de poros. En las aleaciones AIMg se pueden formar debido al nitrógeno, también inclusiones de
nitruro de magnesio.
Según sean las condiciones de solidificación se puede encontrar porosidad finamente
distribuida, con preferencia en la estructura de transición o en la superficie
de la costura, en donde la desgasificación se puede dificultar adicionalmente debido a
la tensión
superficial de una capa de óxido ya formada. La porosidad dispersa sobre toda la sección de la costura
aparece, con preferencia, en la soldadura MIG con diversas capas. Se acepta
como razón el que
el hidrógeno
encerrado en la primera capa se halla tan finamente disperso que no es visible
en una radiografía de rayos
X. Al soldar la
capa siguiente se calienta la precedente de tal manera que las inclusiones de
hidrógeno, extraordinariamente
dispersas y finas, se pueden reunir por difusión hasta formar pequeños poros
gaseosos.
La influencia de la porosidad sobre la resistencia estática depende del
material; es baja en las uniones soldadas de aluminio puro, AIMn, AIMg3 y en
las combinaciones de aleaciones para laminación y forja endurecidas del tipo AIMgSi, cuando
se suelda con S-AI-Si5 como material de aportación. En las uniones soldadas con material de
aportación S-AIMg5
(5356) y S-AIMg4,5 (5183) la influencia se halla muy dispersa. La influencia de
la porosidad sobre el alargamiento de rotura y el comportamiento en la conformación es mayor que
la influencia sobre la resistencia a la tracción. Los poros con diámetro superior a 0,4 mm se notan más en la
resistencia a la tracción que los poros menores.
La influencia de la porosidad sobre la resistencia dinámica es asimismo
dependiente del material. Es relativamente baja en AI99,5, dispersándose
ampliamente en la aleación AIMg3. En la aleación AIMg4,5Mn se obtiene una clara dependencia de la porosidad, de modo que
con un 13% de aumento en la porosidad baja el número de ciclos de carga en una potencia de 10.
Los resultados con AICu6 se dispersan, sin embargo, mucho, pudiéndose obtener
solamente curvas límites. El abovedamiento de las costuras influye más sobre la
resistencia a la fatiga que la porosidad.
En el caso de costuras con protuberancias que hayan
sido niveladas, la disposición de los poros juega un papel esencial: si solamente se hallan en la
protuberancia, basta con eliminar la zona de poros y desaparece su influencia;
si se cortan los poros actúan como entallas superficiales y acortan extraordinariamente la resistencia
a la fatiga.
Las medidas contra la aparición de poros
son: limpieza escrupulosa y desengrasado de los bordes de la costura,
"dilución" de
la capa de óxido
inmediatamente antes de soldar. Las partes a unir deben desbarbarse
profundamente y presentar en los bordes de la costura muy poca rugosidad,
puesto que las impurezas en las grietas que forman las rebabas y en las
superficies rugosas son difíciles de eliminar; también vale esto para las varillas de metal de aportación. Los
electrodos de alambre son suministrados por el fabricante en estado impecable.
Se debe tener cuidado que, durante el almacenaje, no capten humedad o suciedad
que actuarían muy
desfavorablemente, debido a los pequeños diámetros que poseen comparados proporcionalmente
con la elevada parte superficial que les corresponde. Las bobinas que se hayan
sacado del embalaje especial que llevan, deben consumirse, a ser posible, en el
día. Si los
electrodos de alambre permanecen varios días en el dispositivo de avance del aparato de
soldar, pueden llegar a hacerse inservibles para obtener con seguridad una
soldadura libre de poros, debido a la influencia del oxígeno del aire y de la
humedad atmosférica.
Reparaciones mediante
soldadura por fusión
Las costuras soldadas que presenten defectos y las
piezas defectuosas o rotas se pueden arreglar por soldadura y hacerlas de
nuevo útiles para
el funcionamiento. En la mayoría de los casos
debe separarse la parte defectuosa de la costura o el trozo de la pieza. La
preparación
necesaria del acoplamiento, la limpieza y precalentamiento, se realizan de la
misma forma que se recomienda para el proceso utilizado. Se suelda, en el caso
de que los tramos con defectos sean largos, en dos etapas, a partir de la parte
de costura sana, llegando hasta el medio de la zona defectuosa. Se ha de
procurar efectuar un buen relleno de los cráteres finales en ambas etapas. En este tipo de
reparación no se
requiere efectuar taladros en los extremos de las grietas.
Colocación de parches
La colocación de parches en las costuras a tope exige gran atención en cuanto a la
dirección del calentamiento
y en el acoplamiento de la nueva pieza. Cuando se trata de parches de pequeñas dimensiones,
que admiten temperatura más elevada que la construcción soldada situada en el entorno, se puede colocar un abovedamiento con objeto
de que al solidificar la costura soldada y contraerse el parche no surjan
tensiones excesivamente elevadas en la costura. Se debe procurar un buen
rendondeamiento de todas las esquinas, para evitar que en estos lugares se
produzcan puntas de tensiones. En la lesión (perforación) por fuerza externa, en lugares que de otra
manera estarían
sometidas a una escasa solicitación mecánica es
con frecuencia más sencillo
soldar alrededor "remiendos" de chapa de menor espesor con costuras
de garganta, una vez que se haya eliminado en un lado (o también en los dos) la
deformación que haya
surgido por este motivo. Esto puede realizarse también por pegado de metales, para evitar
cualquier influencia térmica. En el caso de que se puedan utilizar para la sujeción remaches o
tornillos, no debe esperarse a que se haya solidificado el pegamento.
Retoques de piezas de
fundición
Las piezas fundidas pueden retocarse en la fundición mediante
soldadura por fusión para corregir pequeños defectos de colada (rechupes exteriores, zonas de hundimiento) así como para la
reparación de
desperfectos. En la fundería se obtienen con frecuencia considerables simplificaciones, desde el
punto de vista de la técnica de colada, cuando se funden en varias partes piezas complicadas que
luego se unen mediante soldadura de la forma más simple posible. En este aspecto pueden ser
ventajosas, también, las combinaciones de piezas fundidas y semielaboradas; es importante, en
este caso, combinar la aleación de fundición con la
de forja y laminación de tal forma que se pueda usar un mismo material de aportación para las dos
aleaciones. Se debe tener en cuenta también, en este caso, que la capa de óxido de las
piezas coladas, en general es considerablemente más gruesa que en el semielaborado, y que debe
ser eliminada de los bordes de las costuras mediante limado o rasqueteado.
Para la corrección de los
defectos de colada se requiere casi siempre el taladro o el fresado.
Para los arreglos en la fundería se utiliza
casi siempre el método TIG,
porque se pueden usar entonces varillas fundidas de la misma aleación de colada. En
las piezas de colada, formadas por varias partes, y en el caso de
combinaciones de material de fundición con material de laminación y forja debieran tenerse en cuenta los aspectos económicos en cuanto
al acabado con la soldadura MIG. Debe observarse que no es posible conseguir todos
los materiales de aportación posibles en forma de electrodos de alambre. Por eso cuando es posible
suele seguir a la soldadura un tratamiento de endurecimiento.
Soldadura de piezas de
fundición rotas
La reparación de piezas de fundición rotas se realiza, casi siempre, en talleres especializados — en la mayoría de los casos talleres artesanos—. En las piezas
que se fabrican aún en
grandes series, no compensa, en general, la reparación, debido a que siempre será más barata una
pieza nueva. Además, para
las piezas de motores y engranajes se utilizan cada vez más las piezas
fundidas a presión y éstas, salvo
pocas excepciones, no son soldables. En las carcasas que hayan sufrido una
rotura transversal completa, la mayor parte de las veces, al soldar se produce
un acortamiento y desalineación casi siempre mayor de lo permitido para las distancias entre ejes. La
soldadura con vistas a una reparación solamente tendría sentido cuando la rotura se haya ocasionado por una solicitación anormal (por
ejemplo, accidente, rotura de biela, rotura de ejes, agua de refrigeración helada,
pedrada, etc...) ya que la resistencia mecánica anterior de la pieza colada casi nunca
se vuelve a alcanzar. Esto es válido, en particular, para las piezas de fundición endurecida.
Es importante
que se eliminen absolutamente todos los residuos de aceite y grasa. Los trozos
que se originan en la rotura se colocan en dispositivos sencillos (por
ejemplo, placas con pasadores, que se acoplan en los orificios existentes), se
disponen unos junto a otros y se aprietan con prensillas, bridas o estribos de
sujeción. Se
suelda preferentemente por el sistema TIG o MIG (el último, en el casó en que se disponga dé electrodos de
alambre apropiados). La reparación de piezas coladas es el único campo de aplicación, para la soldadura con arco eléctrico metálico, digno de señalar. Los electrodos con núcleo de alambre,
de los tipos S-AISÍ5 y S-AISM 2, están a disposición en el
mercado y son suficientes para la mayoría de los casos en que se ejecutan reparaciones
de piezas coladas. Las piezas coladas para máquinas de la industria de alimentación son, en su
mayoría> del
tipo G-AIMg3, y éstas
pueden soldarse con suficiente seguridad sólo con el procedimiento de soldadura con gas
protector. Para pequeñas grietas en zonas de escasa solicitación es suficiente para recuperar su función, agrandar la
grieta y rellenarla con masilla para metales.
Soldadura a presión
La soldadura a presión consiste en soldar las piezas a unir
utilizando presión. El
calentamiento limitado local posibilita o facilita el proceso de la soldadura.
En general, no se requieren materiales de aportación para la soldadura.
Soldadura a presión por resistencia
Las piezas a unir se calientan mediante intensidades
de corriente elevadas, utilizando la resistencia interna de los materiales, la
resistencia de transición entre electrodos y chapa así como, principalmente, la que surge en las superficies de contacto de las
piezas a unir, llevando estas zonas a un estado pastoso, parcialmente fundido
y se efectúa la unión de unas con
otras, por presión, una vez
desconectada la corriente.
En lo que sigue se darán sólo unas breves indicaciones básicas. Para la ejecución son fundamentales las recomendaciones de los fabricantes de las máquinas de
soldar. En estos procedimientos no se utilizan fundentes. La capa de óxido se destruye
o se elimina por presión utilizando una presión de soldadura suficientemente alta. El aluminio requiere, debido a su
elevada conductividad eléctrica y calorífica, intensidades de corriente de soldadura más altas, así como mayores potencias que para soldar acero por este procedimiento. Para evitar un
calentamiento por encima de la temperatura de soldar, que podría ocasionar
modificaciones estructurales perjudiciales, los tiempos de soldadura se
mantienen tan cortos como sea posible. El proceso de soldadura debe quedar
limitado a las superficies de contacto de las piezas.
Soldadura a puntos por
resistencia
Características específicas de los materiales
La soldadura a
puntos por resistencia (en lo sucesivo la designaremos soldadura por puntos)
del aluminio*, en principio no se diferencia de la soldadura por puntos del
acero. La Fig. 26 (a esquema, b balance térmico) la representa. Las diferencias con
respecto a la soldadura por puntos del acero aparecen como consecuencia de las
características físicas y mecánicas,
divergentes de las del acero, y además porque la capa de óxido formada espontáneamente sobre la superficie del aluminio, bajo la acción del oxígeno del aire,
se comporta como un aislante eléctrico.

Durante el curso de la soldadura por puntos se
rompe la capa de óxido, como
consecuencia de la deformación provocada por las fuerzas por los electrodos; se forman finos puentes de
contacto que posibilitan el flujo de una corriente. Por calentamiento, mayor
deformación y eliminación de las partículas de óxido, se hacen cada vez mayores estos puentes de contacto de modo que llega
a formarse una lenteja de soldadura. En las superficies que se hallan en
contacto con los electrodos enfriados debe fluir toda la corriente de
soldadura a través de los puentes
de contacto que se originan debidos a la deformación (aumento de la superficie, con estanqueidad de aire). En este proceso
(utilizado con deformaciones considerablemente mayores para la soldadura por
presión en frío) se producen, favorecido por el movimiento relativo y el calor,
reacciones en las superficies límites, que pueden dar lugar a que el aluminio se alee, se produzcan
adherencias de óxidos
superficiales sobre los electrodos o, también, a desgaste de electrodos sobre las piezas a unir y, como consecuencia, a
que se adhieran (se "peguen") los electrodos a las piezas que se van
a soldar.
Las características y relaciones específicas de los
materiales traen como consecuencia que el aluminio, a pesar de su punto de fusión (comparado con
el del acero) fundamentalmente más bajo, se puede soldar por puntos con una intensidad de corriente, referida
al espesor de la pieza, de 2 a 4 veces la utilizada para una doble fuerza de
electrodos, pero solamente con la mitad, hasta 1 /3, de la duración de corriente
de soldadura habitual en el acero.
Las propiedades físicas importantes que influyen en el resultado
de la soldadura, se hallan resumidas en la tabla 21. Otras influencias
notables en el resultado de la soldadura son la limpieza, el desengrase y la
rugorisad de las superficies a unir, así como el espesor, la composición y las características mecánicas y eléctricas de la
inevitable capa de óxido. La tabla 22 contiene una sistematización de los factores de influencia en la
soldadura por puntos. A continuación se tratarán con más detalle las
particularidades que se presentan en la soldadura por puntos del aluminio en
lo que se refiere a aquéllas condicionadas por el material.
Valoración de la idoneidad
Para la valoración de la idoneidad de la soldadura por
resistencia se propone, un factor de
soldadura S, que puede deducirse de la conductividad eléctrica k, la conductividad calorífica A. y el
punto de fusión Ts
o el valor medio del intervalo de fusión T (en °C): S = k~1
• A-1
• T ~1
• 104.
Los factores de soldadura que se determinan a partir de los datos de la tabla 21
se hallan en el dominio de los que se valoran allí como muy buenos o buenos si se utilizan
medidas especiales. La resistencia mecánica y la resistencia superficial de las
piezas a unir no están incluidas en esta relación, desarrollada, probablemente en sus comienzos, para el acero.
Resistencia del material
La resistencia influye sobre la profundidad de
penetración de los
electrodos. Si ésta se
halla limitada, no se puede implantar en materiales con un bajo límite 0,2 la
fuerza de electrodos requerida para efectuar una soldadura segura; si no está limitada exige
un mayor movimiento relativo para la penetración y por la baja resistencia al desgaste de los
elementos metálicos, el
alearse. Debe tenerse en cuenta que, en las aleaciones de aluminio, a la
temperatura ambiente presentan las mismas características resistentes que el acero y que al
aumentar el calentamiento por encima de 200° C aparece una rápida disminución de la resistencia al calor.
Estado de la superficie
El estado de la superficie de la pieza influye
decisivamente sobre la resistencia superficial. La resistencia superficial y
las resistencias de contacto, resultantes de ella, designadas en la Fig. 26a
como R3, R4 (electrodos — chapa) y R5 (chapa — chapa) son,
comparadas con las del acero, muy elevadas (la resistencia de las chapas de
aluminio según el
material, es sin embargo sólo 1/2 a 1/4 de la del acero).
La resistencia
superficial se determina por la clase y espesor de la capa de óxido y, bajo
ciertas circunstancias, en la soldadura por puntos, también por la
rugosidad superficial, ya que los "picos de rugosidad" son fácilmente
deformables y producen puentes de contacto. En las aleaciones de aluminio con
adición de Mg,
que se recuecen en presencia de aire, puede producirse un enriquecimiento de óxido de magnesio
en las capas-atómicas más superficiales,
el cual sobrepasa la concentración porcentual como componente de aleación en un cierto factor y, a su vez, no se
elimina por ataque alcalino. Para evitar tales óxidos de magnesio se realizan tratamientos
especiales, por ejemplo, eliminación química o mecánica de la zona
superficial antes del último laminado en frío, y el recocido en atmósfera protectora. Las piezas laminadas, que han sido tratadas de esta forma, presentan una resistencia
superficial un poco más elevada que las recién decapadas o cepilladas; sin embargo, la resistencia es muy uniforme sobre
toda la superficie y no se modifica prácticamente aunque se almacene en recintos
secos durante largos períodos de tiempo. Las medidas de conservación mediante oxidación química o capas de estearato han dado resultados
positivos pero, hasta ahora, no se conoce ninguna aplicación práctica. Lo mismo
se puede decir sobre la eliminación de óxido con
arco eléctrico y
gas protector de argón ("are cleaning").

21: Propiedades físicas del aluminio comparado con otros metales
1) Para campo de temperaturas de 20 a 100 °C. El
coeficiente de dilatación térmica y el calor específico aumentan
con la temperatura, la resistencia eléctrica
disminuye, la conductividad calorífica se
modifica relativamente poco entre 20 °C y la
temperatura de fusión.
2) Los distintos valores para metales puros se refieren al estado
"recocido blando"; en las aleaciones se consiguen los máximos valores en estado de recocido blando y los más bajos en los de compactados en frío o
endurecidos, compactados en frío o endurecidos.
3) Los valores para las aleaciones se
calculan para contenidos medios en constituyentes de aleación.

Tabla 22:
Sistematización de los
factores de influencia en la soldadura por puntos -por resistencia.
Para el
tratamiento previo superficial Singh efectuó amplias investigaciones muy enfáticamente
valoradas en la literatura alemana e inglesa. Con ellas determinó, no solamente
la influencia del desengrasado sino, también, de los más distintos sistemas de decapado sobre la
resistencia superficial y de tránsito, sino también su constante en el almacenaje y la influencia de los distintos
tratamientos previos sobre el resultado final de la soldadura. La tabla 23 da
indicaciones para la elección apropiada del decapante.

Tabla 23:
Resistencias Reb mínimas1) alcanzables en μΩ
y tiempos de decapado correspondientes tB en minutos.

Tabla 24: Fuerza
de tracción y cortadura Fsz y tolerancia normal S para diversos períodos de almacenaje en función de la corriente de precalentamiento Ivw y tiempo de precalentamiento tvw.
Frente a la opinión anterior se pudo establecer que, también después de un cepillado en determinadas
circunstancias, la resistencia de transición electrodo — chapa permanece muy constante en la
permanencia en el almacenaje en seco. Según la tabla 24, la resistencia de corte por
tracción
permanece prácticamente
igual en las chapas decapadas después de diferentes períodos de almacenaje en piezas soldadas por puntos.
En un tratamiento previo superficial óptimo tienen la corriente de soldadura y la
fuerza de electrodos, que actúan simultáneamente
durante el tiempo de acción de la corriente, la máxima influencia sobre el resultado de la soldadura; su valor puede variar
en un ciclo de la soldadura.
Los oscilogramas típicos sobre el curso de intensidad y fuerza de electrodos se representan
en la Fig. 27. En general se admite que, al elevar la corriente de soldadura se
debe aumentar también la fuerza de electrodos y recíprocamente, que al aumentar la fuerza de electrodos debe elevarse la
corriente de soldadura, porque al aumentar la superficie de contacto disminuye
la densidad de corriente y, por consiguiente, la generación de calor.

Fig.27 Oscilograma de intensidad y fuerza de
electrodos: a) para corriente alterna monofásica, b)
para corriente continua
Forma de la corriente
La forma de la
corriente tiene influencia esencial sobre la carga de la red y sobre la caída de tensión en el circuito
secundario (circuito de soldadura). La Fig. 28 representa la caída de tensión para las
diversas formas de corriente habitualmente utilizadas.


Fig. 28 Caída de
tensión en la
soldadura por resistencia con diversas fuentes de corriente y la misma
intensidad de soldadura. K factor de caída de
tensión referido a la
máquina con
rectificador, con una descarga de 200 [mm] relación de las intensidades de fase de la red para igual corriente de soldadura l2x
•
Curva 1: para máquina de
corriente alterna f = 50 (Hz); Curva 2: para máquina con
transformador de frecuencia F = 30 (Hz); Curva 3: para máquina con transformador de frecuencia f = 5,6 (Hz); Curva 4: para máquina con rectificador.
Para las demás
posibilidades no reseñadas de soldadura con corriente de descarga de condensador (cuyas máquinas ya no se
fabrican por la facilidad con que se estropean) se puede decir lo mismo que para
la corriente continua. La tabla 25 representa las cargas de la red y el
aprovechamiento energético tal como tiene lugar en las formas de corriente habituales en Europa.
Para corriente continua resulta, debido al efecto Peltier, una lenteja de
soldadura asimétrica
(Fig. 29); además el
electrodo polarizado positivamente soporta más carga, pero se puede compensar esto por un
diseño conveniente
de los electrodos.


Tabla 25: Características de los distintos tipos de máquinas para soldar por resistencia
Cantidad disponible de electrodo, forma del electrodo
El número de los
puntos de soldadura obtenidos con determinados parámetros de soldadura, que se corresponden con
determinadas exigencias mínimas, sin limpieza o reposición de los electrodos, se llama cantidad disponible de electrodo (antes
duración del
electrodo). Tales exigencias se pueden referir, además de a la fuerza de tracción y cortadura
de cada uno de los puntos, al comportamiento de la unión o a la sujeción de los
electrodos a la pieza; también a las modificaciones de la superficie de trabajo y electrodo (aleación, deformación), a la
profundidad o rugosidad de la impresión del electrodo o a la formación del desgaste de electrodo sobre la pieza.
Por eso los datos sobre la duración de electrodos que se puede alcanzar no son comparables a no ser que se
indiquen los criterios para su medida. La dureza y la elevada temperatura de
reblandamiento de los electrodos son tan importantes para conseguir grandes
duraciones como las conductividades eléctrica y calorífica. Según investigaciones realizadas en Gran Bretaña, Dinamarca y
EE.UU., se consiguieron las máximas duraciones con electrodos de CuCr. CuCrZr v CuCoBe.
La forma del electrodo (forma de la superficie de
trabajo) tiene influencia sobre la duración del mismo si se admite mayor desgaste con
superficie rugosa en la impresión correspondiente. Esto es practicable también en el aspecto de la resistencia a la fatiga,
ya que la máxima
influencia sobre la resistencia a la fatiga se debe a las entallas que se
forman en el borde de la "lenteja". La forma teóricamente más favorable es
la de una caperuza esférica (electrodo abombado), cuyo radio se adapta al espesor de material que
se suelda porque la presión es máxima en el
centro del punto y da lugar al desgarre de la capa de óxido y a la
formación rápida de pequeños surcos
conductores cuando la densidad de corriente es alta. Sin embargo, la superficie
de trabajo se hace mayor a medida que progresa el desgaste, lo cual provoca, si
la corriente de soldadura permanece constante, una disminución de la densidad
de corriente y, en consecuencia, posibles defectos de soldadura. En la Fig.
10.30 se representan diversas formas alternativas de electrodos ensayados. Al
soldar con corriente continua se puede diseñar el electrodo, polarizado positivamente,
para superficies que queden ocultas, como electrodos troncocónicos y de
espiga "desgastados", y los electrodos polarizados negativamente
para la parte visible en forma abombada y de este modo aumentar la duración de los mismos.
El recubrir la superficie de trabajo del electrodo con una capa de Ni, Mo, Rh,
Mo + Rh y diamante (0stgaard) no proporcionó aumento de la duración.

Datos sobre regulación
Los valores
orientativos para los datos de regulación sólo pueden darse con reservas; la tabla 10.27 contiene valores orientativos.
Incluso pequeñas
modificaciones en uno sólo de los factores de influencia puede conducir a resultados totalmente discrepantes. El diámetro mínimo de un punto de soldadura está fijado de modo
diferente en las instrucciones. La norma DIN 29 878 (para la navegación aérea y espacial)
da directamente coeficientes para el dominio de espesores entre 0,02 mm y 5,00
mm, valores que alcanzan 8t para espesores de 0,1 mm y, a partir de espesores
de 0,7 mm, toman el valor 4 \/T. En otras recomendaciones el diámetro mínimo del punto
de soldadura se halla, para espesores a partir de 0,8 mm, en la mayoría de los casos,
en el dominio 5 vt al aumentar de espesor (t = espesor de la chapa, y cuando
los espesores son distintos se toma el de la chapa más delgada). Si no se alcanza el diámetro de la
lenteja se acepta, la mayoría de las veces, como criterio de duración 4 yjT ■ El espesor de la lenteja de
soldadura no debe sobrepasar el valor de 1,6 veces el mínimo espesor de
chapa, distribuido uniformemente sobre las 2 piezas a unir, y en ningún caso debe llegar
a la superficie de la pieza.

Para conseguir
una elevada duración, es importante, que exista un buen enfriamiento de los electrodos; el
agua de refrigeración debe fluir tan cerca como sea posible de la superficie de trabajo de los
electrodos. Los problemas de duración de electrodos pueden ser resueltos, cuando exista buena accesibilidad,
utilizando electrodos en rollo o carrete que se pueden hacer girar después de cada punto
de soldadura y reponerse sin interrupción de la operación. Cuando se suelda con robots debe
realizarse, en cada cambio de pieza, una pausa periódica de limpieza. El impacto brusco de los
electrodos sobre la pieza puede influir negativamente sobre la duración, así como una
rigidez insuficiente de la máquina de soldar, que puede traer como consecuencia desviaciones en la
alineación entre el
electrodo superior y el inferior (desviaciones de ángulo y axiales). Los llamados auxiliares de
la soldadura por puntos que se aplican en forma de disoluciones alcohólicas de
compuestos aromáticos a la
superficie de la chapa correspondiente al lado de los electrodos, se discuten
aún en
cuanto a su acción sobre la
duración de
electrodos. Las informaciones existentes al respecto son de ambos signos, ración son de ambos
signos.
Comportamiento al tiempo de aplicación
Se refiere al tiempo en ms hasta alcanzar o volver a
alcanzar toda la fuerza de los electrodos para que penetren en la superficie
de la pieza. Si la aplicación es demasiado lenta se solidifica la lente de soldadura con insuficiente
fuerza de compresión, apareciendo como consecuencia rechupes en "el núcleo de la
lente" (huecos por contracción). Una aplicación rápida
disminuye también el
peligro de la formación de salpicaduras; no existe hasta ahora ninguna influencia significativa
sobre la duración de ios
electrodos de acuerdo con las investigaciones hasta ahora realizadas.
Formación de grietas
El problema tratado en 10.1.1.3 sobre la formación de grietas al
solidificar un lecho de fusión es comparativamente pequeño ya que se produce un enfriamiento rápido bajo las fuerzas de compresión que se ejercen
desde el exterior.
Soldadura por protuberancia
La soldadura por protuberancia del aluminio es difícil con las
formas de protuberancias habituales para el acero, porque o bien la
resistencia mecánica de la
protuberancia no es suficiente para soportar la fuerza de compresión necesaria o
porque la capacidad de deformación de las aleaciones con elevada compactación en frío o endurecidas no perm ite la formación de la
protuberancia. Las protuberancias de soldadura sobre piezas macizas son
aplicables sin embargo, sin problemas, en los materiales de aluminio de pequeña resistencia
mecánica; son
usuales en la soldadura de soportes para mangos en las baterías de cocina y
presentan la ventaja de que no quedan en el interior de los recipientes
impresiones o huellas de los electrodos. Otra ventaja del procedimiento es que
se pueden obtener, en una sola vez, varios puntos de soldadura. En la
literatura (Opprecht) se informa ampliamente sobre el uso de la soldadura por
protuberancias, huecas, en chapas de AIMg5, AIMgSi con AI99,5 y AIMgSi con
AI99,5. con AI99,5.
La firma Siemens tiene solicitada la patente sobre la
forma de protuberancias de acuerdo con la Fig. 31 a. Las investigaciones
sistemáticas
sobre la soldadura por protuberancias en chapas de AIMg5 y AIMgO, 4Si 1,2
dieron, en las formas de protuberancia según DIN, AWS e IIW, problemas como consecuencia
de una temprana deformación de las protuberancias y zonas adyacentes. Las experiencias con
protuberancias anulares (Fig. 31 b) obtuvieron resultados notablemente
mejores; a la hora de imprimir este libro no se había decidido aún una optimación del asunto.

Pegamento y soldadura por puntos
El pegamento y soldadura por puntos es la combinación de ambos
procedimientos,
El pegamento
adicional mejora la duración de la unión con
solape, el material usado como pegamento impermeabiliza la junta, mejora por
lo tanto la resistencia a la corrosión de la unión y hace posible el anodizado de las piezas de
construcción soldadas
por puntos. Según sea el
tipo de pegamento se puede realizar el pegado utilizando la capa como
endurecedor térmico o el
material de dos componentes en forma pastosa, como endurecedor en frío (a temperatura
ambiente). Los pegamentos fluidos de secado sin aire pueden aplicarse también a los extremos
de las solapas, después de la soldadura por puntos, ya que se introducen por capilaridad en los
huecos.
La capa de
pegamento es un factor perturbador para la soldadura por puntos; debe ser
expulsada lateralmente del lugar de la soldadura por la fuerza del electrodo,
con objeto de que se puedan formar puentes de contacto. En la literatura se
informa sobre investigaciones sistemáticas llevadas a cabo en los materiales 7075 y 2024, también con
superficies anodizadas, así como sobre las investigaciones en chapas de aluminio para carrocería (AIMg,
AISiMg). Teniendo en cuenta que con electrodos abombados no fue posible soldar
sin producir salpicadura, se utilizaron electrodos con superficie de trabajo en
forma anular y muesca (Fig. 10.32); en las investigaciones realizadas en
EE.UU. se utilizaron siempre electrodos abombados.

Fig.: 32 Electrodo con superficie de trabajo anular y muesca.
En la tabla 10.28 se resumen los
parámetros típicos de uso y
las cargas de rotura y de rotura-cizallamiento obtenidas en las investigaciones
sobre pegamento y soldadura por puntos. El procedimiento no está libre de
controversias debido a que con combinaciones adhesivas puras se pueden
conseguir resistencia y duración más altas;
para fijar y asegurarse contra el descascarillado existen medidas
constructivas, sistemas de unión mecánicos y
también
formaciones locales (dobleces, superposiciones).

Tabla 27:
Datos de regulación para pegamento
y soldadura por puntos.
Soldadura por costura
a rodillo
Las uniones estancas son posibles mediante la
soldadura por costura a rodillo (Fig. 33), con solape para espesores de cada
chapa entre 0,2 y 2,5 mm. Para evitar una expulsión del fundido debe elegirse un solape
considerablemente más ancho que el apoyo de los cilindros utilizados en la soldadura
(aproximadamente 10-t). También pueden realizarse costuras rebordeadas. En el aluminio no es posible la
llamada "costura de aplastamiento".

Fig. 33. Soldadura por costura a rodillo.
La soldadura
progresiva del aluminio tiene lugar mediante choques de corriente breves,
regulables exactamente en cuanto a su intensidad y duración. Las
corrientes necesarias y las fuerzas de electrodo son más elevadas de lo
que habitualmente se requiere en la soldadura por puntos para iguales espesores
de chapa (para valores indicativos v. tabla 28).

Tabla 28:
Características de las máquinas para soldadura por costura a rodillo del aluminio
Los electrodos
de rodillo, con superficies de rodadura ligeramente abombadas, se mueven por
un mecanismo adecuado y los materiales usados para ellos son los mismos que
para los electrodos de la soldadura por puntos. Teniendo en cuenta que el
enfriamiento es más
favorable en las superficies de los rodillos relativamente mayores, puede observarse
una zona menor de unión. La correcta colocación de la máquina se
debe comprobar al comienzo y, de vez en cuando, a lo largo del proceso. En los
ensayos de rotura al desgarre éste debe producirse en la chapa situada al lado de la costura. La soldadura
por costura a rodillo es habitual en la fabricación de recipientes de todo tipo así como en las
uniones en la construcción de vehículos.
Soldadura a tope por chispa
La soldadura a tope por chispa (Fig. esquemática 34) se
puede ejecutar en secciones de perfiles de forma cualquiera.

Teóricamente no
existe ninguna limitación hacía arriba
de la sección de
soldadura; en las máquinas actualmente disponibles se halla alrededor de los 12000 mm2.
En principio se pueden unir todas las aleaciones de aluminio para laminación y forma
mediante este procedimiento. En las aleaciones que contienen Cu se ha de tener
en cuenta la posibilidad de un sobrecalentamiento y en las que contienen Zu la
evaporación de éste. Las máquinas para la
soldadura por chispa del acero sólo pueden utilizarse para secciones de aluminio extremadamente menores, ya
que, en el caso del aluminio, tanto la conductividad eléctrica como la
calorífica son más elevadas (de 3
hasta 5 veces, respectivamente).
Las secciones a
unir deben tener la misma forma y sección. Se permiten diferencias de hasta el 5%. Las
superficies a soldar y las de aprieto deben estar limpias y libres de grasa.
Las mordazas (en su mayoría de cobre) deben adaptarse al perfil de las partes a soldar y transmitir,
sin deslizamiento, la fuerza de compresión y permitir el paso de la corriente sin que
se produzca calentamiento local. Deben graduarse dela manera que el ángulo de
regulación no se
pueda modificar al soldar.
Procedimiento de soldadura. Las piezas, sujetas en las mordazas, se mantienen
juntas hasta el encendido del arco eléctrico, manteniendo la distancia constante por
compensación de la pérdida en el
chisporroteo; por esta causa se destruye la película de óxido. Las piezas se ponen rápidamente en
contacto, una vez terminado el período de chisporroteo, recalcándolas entre sí. De esta forma se expulsan lateralmente los residuos de óxido y se
consigue una unión soldada
sin reparo alguno (v. Fig. 34a).
Aplicación. Para
uniones de tubos a tope y a inglete, perfiles y barras; de uso muy apropiado
para uniones que hayan de ser oxidadas anódicamente con fines decorativos, ya que no se
produce coloración alguna
en la zona soldada; además, para uniones a tope en barras y alambres, en la fabricación de alambres,
así como para uniones
en tubos, también entre
aluminio y otros materiales, y para la soldadura de piezas en forma de anillos
sin fin (por ejemplo llantas y eslabones de cadenas).
La ventaja
frente a la soldadura por fusión es la escasa o nula disminución de resistencia mecánica por el calor de la soldadura, con lo cual las aleaciones que son
sensibles a la formación de grietas de origen térmico pueden soldarse con seguridad. Debido al elevado grado de utilidad,
el procedimiento es uno de los más económicos a
pesar de los altos costes de inversión.
Soldadura de espárragos
La soldadura de espárragos sirve para situar sistemas de sujeción como espárragos o pernos
roscados mediante los cuales se sujetan cubiertas, revestimientos o piezas de
cualquier tipo en subestructuras, tejados o paredes; son también apropiados
para la sujeción de
recubrimientos aislantes y para las conexiones eléctricas (toma a tierra). Los espárragos que se
han de soldar se sujetan en una pistola de soldar, la cual se apoya
perpendicularmente sobre la pieza y se procede a soldar (Fig. 35). Se
distinguen dos procesos: la soldadura de espárragos con pistola con encendido de punta
(procedimiento del impulso con condensador) y la soldadura de espárragos con
pistola con encendido en recorrido (procedimiento de arco eléctrico de
corriente continua).

Soldadura de espárragos con pistola con
encendido de punta
Con este procedimiento (Fig.35a) se pueden soldar espárragos de hasta
8 mm de diámetro en
chapas relativamente delgadas. El aparato (consistente en dispositivo de mando y pistola de soldadura) se conecta a
corriente alterna monofásica, la cual carga una batería de condensadores a través de un rectificador de silicio. Los espárragos especiales tienen en el extremo que se
suelda un apéndice de
forma troncocónica en el
que, tras la descarga del condensador, se produce una corriente de soldadura de
aproximadamente 450 A/mm2. De esta manera se calientan bruscamente,
hasta la temperatura de soldar, las superficies de contacto del espárrago y la
chapa, expulsándose la
película de óxido y la
suciedad de la superficie. El espárrago se apoya sobre la chapa mediante la fuerza de un resorte o (en
instalaciones fijas) por aire comprimido. El calentamiento queda limitado a los
bordes exteriores (0,1 hasta 0,3 mm), de tal manera que se impide con toda
seguridad una perforación por calor. Incluso los reversos de las chapas lacadas se pueden proveer,
de esta manera, con espárragos sin que surjan decoloraciones debidas al calor. El tiempo de
soldadura es solamente 0,001 seg (1 milisegundo), y el tiempo de carga unos 3
s.
Soldadura de espárragos con pistola con
encendido en recorrido
Esta variante del procedimiento (Fig. 35b) requiere
aparatos de soldadura especiales, de corriente continua (rectificador, mando
electrónico,
pistola de soldar e instalación de gas protector). Se pueden soldar así espárragos de aluminio, de hasta casi 13 mm de diámetro,
perpendicularmente, sobre chapas o perfiles. Los espárragos que se han de soldar se fijan en un
alojamiento, manual o automático y se llevan desde éste perpendicularmente, a la superficie de la pieza. Un anillo cerámico, que rodea
el extremo de la base del espárrago, sirve para la concentración del calor, para guiar al gas protector y para dar forma al resalte de la
soldadura. El proceso se parece al de la soldadura por chispa. Una vez
conectada la corriente se eleva un poco el espárrago por encima de la pieza; entonces se
forma un arco eléctrico. Al
alcanzar la temperatura de sol-deo, se introduce el espárrago en el
lecho de fusión y se
suelda. Para la soldadura de espárragos de aluminio de 12 mm de diámetro, se requiere una corriente de unos 800
A. El tiempo de soldadura es, aproximadamente, de 0,6 a 0,85 s. Los diámetros de los
espárragos no
deben ser mucho mayores que el espesor de la pieza en la cual se hayan de
soldar.
Soldadura por presión en frío y en caliente
La unión de la soldadura tiene lugar bajo presión. Las superficies metálicas, se ponen
tan íntimamente
en contacto que llegan a hacerse activas las fuerzas atómicas a las cuales
se deben la cohesión y la resistencia mecánica de los metales macizos. Tales uniones se ejecutan normalmente en
caliente pero, también pueden producirse a temperatura ambiente. La aplicación está limitada a
casos especiales. Según la norma DIN 1910, la soldadura por resistencia corresponde también al proceso de
soldadura por presión, pero se trata aquí por separado debido a su importancia .
Soldadura por presión en frío
En la soldadura
por presión en frío se realiza la
aproximación hasta
distancias atómicas
mediante una presión elevada. Como consecuencia del movimiento relativo que tiene lugar, o del
aumento de las superficies de las partes en contacto, se destruye la capa de óxido, haciéndose posible la
unión. En las
uniones con solape se requiere limpieza y desengrasado de las superficies a
unir. Mediante la soldadura por presión en frío se puede unir de forma segura el aluminio
con otros metales, sin formación de fases intermetálicas frágiles. La
tabla 29 da un resumen de los procedimientos de soldadura por presión en frío, técnicamente útiles, así como de sus
campos de aplicación. Otra posibilidad no expuesta allí es la soldadura por presión en frío en los
procesos de embutición ("placado con estirado" de barras, alambres y tubos).

Procedimiento KPS
Permite la unión de perfiles de
aluminio extrusionados en prensas pequeñas para formar perfiles de cualquier anchura.
La alta, presión
requerida para una soldadura por presión se consigue por deformación plástica de los vértices dé las nervaduras
triangulares; al mismo tiempo se destruye la capa de óxido en las zonas de soldeo, debido al movimiento
relativo (rozamiento a elevada presión). La zona de unión tiene (Fig. 36) la forma de una "unión de ranura y lengüeta con demasías" en la que las "lengüetas"
representan un conjunto de "nervaduras" triangulares (con
separaciones de aproximadamente 1 mm) y las "ranuras" se estrechan
ligeramente hacia el fondo de las mismas. La exactitud dimensional de las
superficies de unión y su estado superficial tienen influencia fundamental sobre la
resistencia mecánica de la
unión.

Lo más conveniente es que las nervaduras de la "pieza de la lengüeta" estén situadas
paralelamente a la dirección de compresión
("procedimiento A"); se consiguen así capacidades de soporte (fuerzas de tracción) de alrededor
de 2,2 kN por cm de "longitud de costura"; los valores son un poco más altos para 0,4
hasta 0,6 mm de demasía y más bajos
que este valor medio para 0,3 hasta 0,2 mm. Las fuerzas de compresión alcanzan unos
6 kN por cm de "longitud de costura".
Cuando se
necesita un uso concreto es posible utilizar nervaduras paralelas a la dirección de compresión, situando
piezas de lengüeta
especiales o mediante un mecanizado adicional realizado sobre los perfiles
extrusionados. Pero también se produce soldadura cuando la nervadura de la pieza de la lengüeta se halla
paralela a la dirección de la extrusión y, por lo tanto, perpendicular a la dirección de compresión durante el proceso de unión
("procedimiento B"); así mismo cuando la nervadura tiene una forma específica y se mantiene exactamente una sobremedida
concreta. Las capacidades portantes o de soporte (fuerzas de tracción) determinadas
experimentalmente se hallan, por término medio, en 1,7 kN por cm de "longitud de costura"; existe,
sin embargo, la posibilidad de ejecutar 2 o más "costuras" de este tipo para un
sistema de unión. Las
fuerzas de compresión por "costura" alcanzan, aproximadamente, 7 kN por cm de
longitud de costura.
Soldadura por ultrasonido
La soldadura por ultrasonido (Fig. 37) es una variante
de la soldadura por presión en frío. En ella
tiene lugar, además de la
presión de
compresión,
(considerablemente menor) un movimiento relativo oscilatorio de las piezas a
unir, el cual se origina mediante oscilaciones de alta frecuencia transformadas
en movimiento mecánico.
Mediante la soldadura por
ultrasonido se puede unir el aluminio también a otros metales y no metales.

Los campos principales de aplicación son: uniones
de solape en láminas y
bandas finas, en los talleres de acabado (soldadura en costura), uniones de
solape (conexiones de conductores), en la técnica de los micro y semiconductores, uniones
de solape de todo tipo, de aluminio con aluminio y otros metales y no metales.
Soldadura por explosión
La soldadura por explosión es un tipo de soldadura por presión en la cual la
presión a utilizar
se origina por la detonación de un explosivo (Fig. 38); el explosivo se sujeta de ordinario en una de
las dos partes a soldar y lanza a ésta, al detonar, a gran velocidad (100 a 1000 m/seg) contira la otra; es
importante que se haya fijado previamente una distancia suficiente para
producir la aceleración. Durante el choque se originan presiones del orden de 10 a 100 kbar que
provocan así la
fluencia plástica de
las capas límite metálicas (de 0,01 a
1 mm de espesor) y la soldadura de las mismas. Un "efecto de carga
hueca" limpia durante la soldadura las superficies metálicas de las
capas de óxido que
son expulsadas con fuerza en forma de un fino rayo metálico, llamado
también
"jet", entre las placas a unir.

Fig. 38 - Soldadura por explosión
a placado por explosión, b unión de tubos
mediante soldadura por explosión,
1 espoleta, 2 explosivo, 3 capa intermedia, 4
chapa de placado, 5 placa base, 6 yunque, 7 tubo, 8 molde de acero, de dos piezas, 9 carga explosiva, 10 manguito
Con este procedimiento se fabrican, principalmente,
placados de grandes superficies (Fig. 38a), pero también soldaduras de
solape, de línea y por
puntos, así como uniones
de tubo (Fig. 38b). La catalogación del proceso es bastante discutida debido a que, al parecer, según nuevas investigaciones,
ha podido comprobarse la existencia de una fase líquida.
Otras
posibilidades de la soldadura del aluminio por presión en frío, con el cobre u otros metales, hasta ahora
sin utilizar industrialmente, se encuentran en los procedimientos siguientes:
extrusión en frío, embutición de tubos y
barras (placado por estirado) y embutición por estirado. Las bandas de aluminio purísimo se pueden
unir también por
soldadura por presión en frío, en
forma de costura aplastada.
Soldadura por presión en caliente
La soldadura por
presión en
caliente es el más antiguo
de todos los procedimientos de soldadura conocidos para los metales. Se basa
en el principio de una aproximación a distancia atómica y aumento de superficie, en ausencia de aire, mediante la compresión de las piezas
a elevada temperatura, pero aún en estado sólido y sin
formación esencial
de fases líquidas. A
continuación se dan
diversas indicaciones sobre el procedimiento de soldadura por presión en caliente
para el aluminio.
El placado por laminación se realiza como un placado de chapas o
bandas de aluminio con aluminio o con otros metales, en superficies de gran
tamaño por uno
o por ambos lados:
— Como protección contra la corrosión, mediante una capa de placado mejora la
estabilidad (por ejemplo, aluminio puro sobre aleaciones de aluminio),
— Como protección catódica (placado con aleaciones de AlZn),
— Como protección contra el desgaste, mediante una capa de
placado mejora la resistencia al desgaste (acero Cr-Ni sobre Al),
— Como placado por soldadura amarilla, en el
cual la soldadura fuerte se coloca como capa de placado,
— Para piezas de transición en soldadura
(Al-Cu, Al-St),
— Para contactos eléctricos (Al-Cu),
— Para la combinación de resistencia mecánica con superficies decorativas (banda de
acero placada de aluminio o chapas de aleaciones placadas con aleaciones
brillantes),
— Para la combinación de resistencia mecánica con posibilidades de tratamiento
superficial (chapa esmaltada formada por AIZnMg "autoendurecible"
con capa de placada de aluminio puro o AIMn),
— Para mejoramiento de las propiedades de
deslizamiento (aleaciones para cojinetes de AISn sobre St).
La soldadura por difusión es una forma de la soldadura por presión en caliente
utilizando una unión metalúrgica por
intercambio atómico en
estado sólido. La
compresión mutua
de las piezas a unir y el facilitar la difusión atómica por elevada temperatura (hasta el 80% de
la temperatura de solidus) son condiciones necesarias. La soldadura por difusión sin deformación del aluminio o
del aluminio con otros metales sólo se puede conseguir mediante vacío. En las uniones de aluminio con metales que
forman en el proceso combinaciones intermétalicas frágiles, se requiere una capa barrera de un
tercer metal.
Se utiliza en la
técnica nuclear,
para uniones especiales; también se pueden, fabricar uniones de varias capas a partir de diversos metales.
Oxisoldadura a presión (soldadura autógena) (Fig. 39).
El calentamiento de las dos piezas a unir se realiza con llama de combustible
y oxígeno; una
vez que se alcanza una temperatura prefijada se realiza una rápida compresión para juntar
las partes. La aplicación del proceso es muy rara para el aluminio; un ejemplo interesante de este
caso, que es perfectamente posible es el que describen Palko, Schumaker y col.
En Canadá se unen
de esta manera
perfiles extrusionados de aluminio con nervaduras en forma de T, colocadas en
dirección
transversal a las paredes largas, para vehículos volquete. La sección transversal
de soldadura alcanza un valor neto de hasta 8500 mm2; en la
soldadura a tope por chispa haría falta para ello una corriente mínima de 850 kA.
La soldadura por presión en
caliente en los procesos de extrusión o embutición, pa ra la
fabricación de
semielaborados de unión especiales (aluminio-acero, aluminio-cobre) se describe en 5.6.
10.2.4 Soldadura por fricción
El proceso es comparable a la soldadura a tope por
chispa; el calor requerido para la fusión de las superficies a unir no se obtiene, sin
embargo, por energía eléctrica
sino por fricción. Se
pueden obtener así uniones
circulares o anulares en barras y tubos entre sí o con superficie. El aluminio se puede unir
con aluminio o con otros materiales. Las aleaciones de aluminio sensibles a las
grietas pueden soldarse entre sí sin material de aportación.
La fricción se realiza por movimientos relativos entre ambas piezas, por rotación de una de
ellas, estando parada la otra, o por rotación de ambas en sentidos opuestos, con compresión simultánea. Cuando los
materiales en contacto han alcanzado el estado plástico se hace actuar una fuerza de recalcado
adicional, a la vez que simultáneamente se lleva el movimiento relativo a un estado de reposo relativo
mediante un fuerte frenado de la pieza giratoria o acelerando la que estaba
parada. En aquellas pieza que, debido a su forma o longitud son difíciles de poner
en rotación, en el
caso de que las secciones no sean cilíndricas o por tratarse de diferente
materiales que no producen una unión inmediata y sin problemas, se puede poner en rotación una pieza de
unión
cilíndrica corta y conseguir, estando las piezas en reposo, o en la forma
descrita anteriormente, la unión con dos zonas de soldadura.

Fig. 39 Oxisoldadura a presión del aluminio
(proceso ALFORGE): 1 perfiles extrusionados a soldar, 2 mordazas de sujeción, 3 canales de refrigeración, 4 alojamientos
de fijación, 5 separación inicial de aproximadamente 3 mm, 6 sopletes de propano y oxígeno.-
El proceso de
soldadura por fricción se representa esquemáticamente en la Fig. 40. El movimiento giratorio de la pieza se puede
conseguir mediante la energía almacenada en un volante o, de modo continuo, mediante un motor.

Fig. 40
Soldadura por fricción (esquema)
a) la pieza A gira, la pieza B está en reposo; b) la pieza B se presiona contra la pieza A giratoria; c) (como
b) fase de calentamiento, con un ligero recalcado incipiente) fase de
recalcado, la pieza A se frena bruscamente y la pieza B se comprime con mayor
fuerza.
Mediante un diseño adecuado de la
zona de unión se puede
evitar tener que eliminar posteriormente la rebaba de recalcado en uno o ambos
lados; debe tenerse en cuenta, sin embargo, que con ello puede perjudicarse la
resistencia a la fatiga; la Fig. 41 muestra un ejemplo de tal ejecución "sin
rebabas". Las ejecuciones según b y c de esta figura son muy interesantes para el aluminio, aún sin ranura
para rebaba. Se han pensado aplicaciones para discos terminales con muñones (también de acero) para
rodillos guía
cilindros de calandrias, para la elaboración de pistas de láminas (plástico, aluminio, papel) y también, de forma
semejante, para colocar terminales de acoplamiento en los tubos de aluminio.

Fig. 41 Uniones
soldadas por fricción con canal para
rebaba:
a, unión "bulón sobre
superficie", b, unión "brida a
tubo" en tubos de paredes delgadas, c, unión "brida a tubo" en tubos con paredes gruesas.-
La principal aplicación de la soldadura del aluminio por fricción, es para la
unión de éste con otros
metales. Una idea de las posibilidades de la soldadura por fricción se encuentra
en la soldadura representada en la Fig. 42 para la llanta y el disco en una
rueda de turismo.

Fig.42 Unión de soldadura por fricción de la llanta
con rueda de disco, en una rueda de coche.-
Existe un procedimiento llamado, según su inventora, procedimiento
de soldadura Luc, en el cual el calor y las oscilaciones originadas en una
rueda de fricción se
utilizan para la obtención de uniones soldadas con solape. En él se unen las características de la soldadura
por fricción y por
ultrasonido. Mediante la rueda de fricción, en rotación a gran velocidad, se producen vibraciones
ultrasónicas; el
mecanismo de unión y las
posibilidades de aplicación son muy semejantes a los de la soldadura ultrasónica.
Soldadura por alta
frecuencia
Se utiliza, casi siempre, para la fabricación de tubos
redondos y rectangulares soldados, de paredes finas, así como tubos en
forma ovalada-plana, de bandas placadas por soldadura amarilla y usados en los
intercambiadores de calor, fabricados por soldadura fuerte (radiadores de
coches). Se distinguen los tipos siguientes:

Fig.43 Soldadura de tubos,
por costura longitudinal mediante alta frecuencia
a) Procedimiento
(Yoder) por inducción, b) procedimiento (Thermatool) por
resistencia; 1 tubo, 2 bobina de alta frecuencia, 3 rodillos compresores, 4 puntos
de soldadura, 5 líneas de corriente, 6 contactos de alta
frecuencia, 7 almas, 8 alas.
Soldadura por alta frecuencia de inducción. Un tubo
conformado por varios juegos de rodillos pasa a través de una bobina de inducción en la cual se
llevan los bordes a la temperatura de soldadura; los rodillos compresores
comprimen, unos contra otros, los bordes calentados (procedimiento Yoder, Fig.
43a); la tabla 30 da una relación de la capacidad de las instalaciones fabricadas hasta ahora según este
procedimiento.

Soldadura por
alta frecuencia de resistencia. El
procedimiento es una ampliación de la soldadura por inducción. En él, la
energía de alta
frecuencia se envía a través de dos contactos
deslizantes, refrigerados, en forma de una ranura en V, poco antes de
que se cierre la costura. La corriente de alta frecuencia circula a lo largo de
los flancos de soldadura debido a que la trayectoria alrededor del tubo
presenta una mayor resistencia a la corriente alterna (impedancia) (Fig. 44).
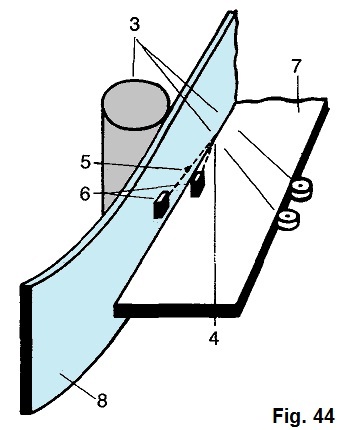
Fig. 44 Fabricación de un perfil en T mediante soldadura por resistencia de alta frecuencia
(esquema)
El efecto skin (pelicular) originado y característico de las corrientes de alta frecuencia,
provoca, debido a que la profundidad de fusión de los cantos es inferior a 1 mm, el que el
material mismo apenas se caliente salvo en la zona de la costura soldada. La
elevada velocidad de soldadura y el enfriamiento subsiguiente limitan el
calentamiento a una zona de transición estrecha como consecuencia de la conducción del calor. La presión de recalcado
en la zona soldada une al metal en estado plástico. La estructura de la costura soldada es
homogénea
(procedimiento Thermatool, v. tabla 31).

Soldadura heterogénea
La soldadura heterogénea sirve para unir materiales metálicos con ayuda
de un metal de adición fundido (aportación) cuya temperatura de fusión se halla bastante por debajo de la de los materiales fundamentales. En el
proceso deben ser mojadas las superficies de contacto de los materiales base,
por la aportación líquida, sin
llegar a fundirlos. Por difusión de los componentes de la soldadura, cuando la acción del calor dure
largo tiempo, puede producirse una fusión del material a unir.
Procedimientos de
soldadura heterogénea
De acuerdo con la norma DIN 8505 parte 2 (soldadura
heterogénea:
clasificación de los
procedimientos, conceptos), para el aluminio se subdivide con arreglo a los
siguientes criterios:
— Según la temperatura, en soldadura fuerte: temperatura de trabajo por
encima de 400° C hasta
unos 600° C;
soldadura blanda: temperatura de trabajo por debajo de 450° C;
— Según la forma de la zona de soldadura, en: soldadura de rendija: rendija estrecha entre
las piezas a unir, que se rellena, por capilaridad, con soldadura; soldadura por ranura: la ranura de soldadura
es más ancha y
se rellena por gravedad con soldadura;
— Según la forma de aplicar la soldadura, en soldadura con material aportado: se calientan
primeramente las piezas a la temperatura de soldeo y después se funde encima
el material de aportación; soldadura con material incorporado: las piezas y el material de aportación, colocado en
la proximidad de la rendija de soldadura, se calientan conjuntamente a la temperatura
de soldeo; soldadura
por inmersión: las
piezas se calientan en un baño formado por material de aportación fundido a la temperatura de soldeo; soldadura por piezas provistas de capas de
material de aportación (soldadura por placado): las piezas llevan el material de aportación como capa de
placado; se utilizan preferentemente chapas placadas con material de aportación (placadas por
laminación) que
pueden estar recubiertas por uno o por ambos lados.
Soldabilidad
La tabla 32 informa sobre la soldabilidad de los materiales
de aluminio por el procedimiento de soldadura dura o blanda. En los materiales
de fundición la
soldadura heterogénea se utiliza solamente con fines de reparación y, de modo exclusivo, en forma de soldadura
con soplete con aportación de material.
Características de las uniones
soldadas
Uniones por soldadura fuerte o dura. La resistencia mecánica alcanza casi la de las uniones soldadas.
Al efectuar la soldadura fuerte de materiales altamente aleados y de aleaciones
de fundición existe
el peligro de fusión, debido a que las temperaturas de trabajo en la soldadura heterogénea se hallan sólo un poco por
debajo y, a veces, por encima de su temperatura de solidus. La resistencia mecánica de los
materiales endurecidos o compactados en frío se retrotrae en la zona de influencia térmica a la del
estado "blando". Los materiales endurecibles, cuya temperatura de
recocido de disolución se halla por debajo de la de trabajo de la soldadura, se pueden someter a
un tratamiento de endurecimiento después de la soldadura fuerte. Las uniones del
aluminio por soldadura fuerte son, en general, bastante estables. La
estabilidad química de
una unión sobre
aluminio, AIMn y AIMgSi soldada con L-AISil 2, apenas se diferencia de una unión por soldadura
homogénea con
aportación de S-AISÍ5. La mayoría de las uniones
por soldadura fuerte se pueden oxidar anódicamente; en el proceso se produce coloración parcialmente
fuerte de las zonas soldadas, que influye en el aspecto, pero no en la acción protectora de
la capa anódica.

Uniones por
soldadura blanda. La
resistencia mecánica y la
estabilidad ante la corrosión de las uniones por soldadura blanda son considerablemente menores que las
obtenidas por soldadura fuerte. Para la soldadura blanda sirven los metales
pesados de bajo punto de fusión; al penetrar la humedad se origina, en la zona de contacto entre metales pesados y ligeros, una pila electrolítica bajo cuya
acción se
destruye la unión al cabo
de cierto tiempo (corrosión de contacto). Esto se produce en el aluminio en la mayoría de las uniones
por soldadura blanda. Por eso las uniones por soldadura blanda en el aluminio
son estables, en la práctica, sólo en
ambiente seco o cuando se protegen convenientemente contra la penetración de humedad,
por ejemplo, mediante lacado o engrasado. Las piezas de aluminio con zonas de
soldadura blanda no pueden oxidarse anódicamente ni tampoco calentarse largo tiempo
por encima de 100° C. Las
principales propiedades de las uniones por soldadura fuerte y blanda se
exponen en la tabla 33.

Aleaciones
para soldadura heterogénea, fundentes
Aleaciones para soldadura heterogénea
Para las soldaduras heterogéneas de aluminio se hallan normalizadas:
Soldadura fuerte (DIN 8513 parte 4), para la composición v. tabla 14.6L-AISM2 Intervalo defusiónentre575y 590° C, temperatura
de trabajo 590 a 600° C, forma de suministro:
varillas, alambres; como forma especial, polvo pasta; L-AISMO Intervalo defusiónentre575y 595° C, temperatura
de trabajo 595 a 605° C, forma de suministro: chapa
placada por soldadura heterogénea; L-AIS¡7,5
Intervalo de fusión entre
575 y 615° C,
temperatura de trabajo 605 a 61 5o C, forma de suministro: chapa placada por
soldadura heterogénea.
Soldadura blanda (DIN 1707), para la composición v. tabla 34.

L-SnZn10 Solidus 200° C.liquidus 250° C, soldadura por fricción,
preferentemente para soldadura por ultrasonido;
L-SnZn40 Solidus 200° C, Iiquidus340° C, soldadura por fricción para cubiertas
de cables de aluminio (susceptibles de modelado), también para soldadura
heterogénea con
fundentes que forman soldadura (tipo F-LW1);
L-CdZn20 Solidus 265°C, liquidus 280° C, para soldadura heterogénea con
fundentes de soldadura blanda (tipo F-LW2);
L-ZnAI5 Solidus
380° C,
liquidus 390° C, para
soldaduras por inmersión, ultrasonido y en hornos.
Además de éstas se
encuentran en el mercado gran número de aleaciones para soldadura blanda de aluminio con las denominaciones
de las casas productoras; los límites de las composiciones normalizadas se hallan tan ampliamente
introducidos que quedan comprendidos en ellos la mayoría de los
materiales para soldadura blanda que han probado ser idóneos.
Fundentes
Los fundentes sirven, igual que en la fundición homogénea del
aluminio, para eliminar la capa de óxido que obstaculiza el mojado de la superficie metálica con el
material de soldadura líquido. Según la
norma DIN 8511 parte 3 se clasifican los fundentes para la soldadura heterogénea del aluminio
según los
siguientes grupos:
Fundentes para
soldaduras fuertes (grupo F-LH)
Tipo F-LH 1:
Fundentes a base de cloruros y fluoruros higroscópicos,
principalmente compuestos de litio; los residuos del fundente deben ser lavados
con ácido nítrico diluido
y/o agua caliente; forma de suministro: polvo.
Tipo F-LH 2:
Fundentes a base de fluoruros no higroscópicos; los
residuos pueden quedar, en general, sobre la pieza; las zonas de soldadura
deben ser protegidas contra la humedad; forma de suministro: polvo.
Fundentes para
soldadura blanda (grupo F-LW)
Tipo F-LW 1:
Fundentes que forman soldadura a base de cloruro de
zinc y/o de estaño en
ciertos casos con adición de cloruros alcalinos o sustancias orgánicas; estos fundentes reaccionan bajo la
acción del
calor con el óxido de
aluminio o con el aluminio, con separación del metal pesado contenido en el fundente,
el cual actúa como
soldadura o provoca la unión con la aleación de soldadura que se haya de utilizar. Los materiales para soldadura
blanda que ocasionalmente puedan usarse se obtienen a base de cinc o cadmio (v.
DIN 8512); los residuos de fundentes deben eliminarse; forma de suministro:
pasta (mezcla de fundentes y material de soldadura).
Tipo F-LW 2:
Fundente a base de compuestos orgánicos puros (por
ejemplo aminas); los residuos del fundente deben ser eliminados; forma de suministro: líquido.
Tipo F-LW3:
Fundentes a base de compuestos halógenos orgánicos; los
residuos del fundente deben
eliminarse; forma de suministro: líquido.
Los fundentes F-LW 2 y F-LW 3 se utilizan, en general,
con soldaduras blandas a temperaturas de trabajo entre 200 y 300° C; por encima
de 300° Cestos
fundentes se carbonizan.
Medidas de seguridad
El contacto de
los fundentes con la piel, principalmente si existen heridas, debe evitarse. El
taller o el puesto de trabajo deben tener suficiente ventilación. Estas
indicaciones deben llevarlas todos los embalajes. Con respecto a la ventilación del taller y
del puesto de trabajo debe consultarse la instrucción VBG 15 (soldadura, corte y procedimientos
similares). Cuando existan salpicaduras o ataques corrosivos es necesario lavar
reiteradamente con agua pura, y las zonas afectadas por ataque corrosivo debe
tratarlas posteriormente el médico especialista.
Soldadura fuerte con fundentes
Las temperaturas de trabajo para la soldadura fuerte
del aluminio se hallan alrededor de los 600° C para los materiales de soldadura normalizados.
Los procedimientos de soldadura fuerte que se expondrán a continuación se denominan
según las
instalaciones utilizadas, debido a que son determinantes del proceso de
soldadura. La soldadura con calentamiento inductivo por alta frecuencia apenas
se utiliza en la
Configuración de las zonas de unión
Los procesos en la soldadura fuerte del aluminio
dependen de la capilaridad, que lleva el material de soldadura líquida a la
hendidura. Al configurar las zonas de unión debe tenerse en cuenta que la hendidura en
la zona de soldadura permita una buena fluencia del material de soldadura y la
evacuación del
fundente. Si la amplitud de la hendidura en la zona de soldadura es correcta,
el material de soldadura atraído por capilaridad empuja por delante al fundente. Por lo tanto, la
hendidura debe tener por un lado la anchura suficiente para que el fundente
pueda ser empujado fuera de la rendija de unión. Pero debe ser suficientemente estrecha para
facilitar la acción capilar
que arrastra al material líquido de soldadura. Si la hendidura se mantiene demasiado estrecha puede
suceder que solamente absorba al fundente por succión, en tanto que se obstaculice la entrada del
material de soldadura. En este último caso se puede formar una costura porosa con inclusiones de fundente.
En los cuerpos huecos cerrados, debe estar prevista, además, la
posibilidad de eliminación de los gases que se desprendan en la soldadura fuerte.
Cuando el trayecto para el soldeo es demasiado largo,
es decir, la longitud de solape excesivamente grande, a veces puede suceder
que la capilaridad no sea suficiente para hacer llegar el material de
soldadura a toda la longitud de unión. La mejor posibilidad de obtener la seguridad en el proceso es efectuar
una soldadura de prueba con la que se establece si el material de soldadura se
absorbe totalmente y forma una buena costura de garganta redondeada en el otro
extremo del solape. Si se coloca material de soldadura en los dos extremos de
un solape, suele ser empujado el fundente desde los dos extremos hacia el
centro y en este caso no puede evacuarse.
Por eso es de importancia
fundamental que el material de soldadura fluya sólo en una dirección. La construcción de las piezas a unir incluye el diseño de las zonas
de unión; el
constructor tiene que tener en cuenta las características de la soldadura fuerte. Se deben
incluir, por lo tanto, también aquellas medidas que impidan el que las piezas a unir se puedan desplazar
involuntariamente unas de otras durante el proceso de la soldadura.
Se puede
conseguir un auto enderezamiento o "engrapado" de las piezas a unir
mediante conformación del material (ensambladura, rebordeado, etc.), soldadura por resistencia
por puntos, soldadura ligera, espárragos, remaches o simplemente encastando. Los ejemplos de la Fig. 45
muestran algunas posibilidades utilizadas con éxito. En algunos casos sólo es posible
fijar las piezas a unir, en la posición deseada, mediante dispositivos apropiados
de sujeción. Esto es
aplicable, por ejemplo, para la soldadura fuerte en baño de fundente,
debido a que sólo las
piezas que se han encastado sin fuerte sujeción se pueden desplazar, unas con respecto de
las otras, por un efecto de empuje. Las diferencias en la dilatación térmica de los
dispositivos se compensan mediante el uso de resortes. En la Fig. 46 se
muestran algunas formas de unión para la soldadura heterogénea con soplete y en horno en las que las piezas a unir pueden fijar por
gravedad (que puede aumentarse con pesos colocados encima), o por dispositivos
sencillos con alojamientos de aprieto (sin tensores).

Fig. 45 -
Fijación de las piezas a unir por conformación local, a) fijación mediante
solape-b) recalcado o expansión; c) rebordeado
o acanalado; d) bloques o abocardado.-

Fig. 46 Formas de unión para
soldadura con soplete o en horno; a, unión a solape
con chapa escalonada, b costura rebordeada, 3 tubo con chapa lisa, d costura en
ángulo, e tubo con nervadura o brida, f tubo con tapa, g tubo con tubo, h
tubo con pletina o con base, 1 alambre de soldar, 2 anillo de alambre de soldar.-
Modo de
actuar de los fundentes en la soldadura fuerte
El fundente disuelve al óxido de aluminio en pequeñas plaquitas del
metal. Estas plaquitas o láminas de óxido
aumentan la viscosidad del fundente; tienen tendencia además a formar una
capa compacta y conexa sobre el fundente, la cual dificulta la disolución de la capa de
fundente situada debajo cuando se haya de efectuar una limpieza posterior de la
zona soldada. Los componentes del fundente pueden formar con la humedad oxicloruros
que se disuelven muy difícilmente en el agua. Sin embargo, sus restos deben ser eliminados para
cortar los problemas de corrosión e impurezas que pudieran presentarse; incluso pueden provocar un fallo
prematuro de una pieza de construcción a causa de la corrosión aún en el
caso de que se hallen totalmente embebidos en el metal. Si la soldadura ha
alcanzado a lo largo de toda la costura el otro extremo del solape o de la
hendidura a soldarse puede considerar que la costura está libre de
inclusiones de fundente.
Las causas de las inclusiones de fundente pueden ser:
anchura incorrecta de la rendija de soldadura, zonas de soldadura únicamente
asequibles por un lado, excesiva longitud del solape, penetración del material
de soldadura por ambos extremos de un solape, calentamiento demasiado breve,
cantidad de material de soldadura insuficiente, material de soldadura o
fundente inapropiados.
Aplicación de los fundentes para la
soldadura fuerte y de los materiales de soldar
Para la soldadura con soplete y en horno se suele
remover el fundente en forma de polvo con agua o alcohol hasta que forma una
pasta. Se aplica ésta después con un pincel
o brocha sobre toda la zona de la unión a soldar. Cuando se suelda en baño de fundente
(baño de
fundentes, de composición especial, fundidos mediante calentamiento por resistencia) se produce una
distribución del
fundente por el baño, que sirve al mismo tiempo como medio transmisor del calor. En tanto que
en la soldadura con soplete se puede trabajar, a elección, con material
de soldadura aplicado o incorporado, en el caso de la soldadura en horno,
cuando se trata de utilizar baño de fundente u otros procedimientos en los cuales la zona a fundir no es
asequible durante el proceso de soldadura, el material de soldadura debe ir
siempre incorporado. Cuando se utilizan piezas a unir de chapas placadas por
soldadura no se requiere adición de material de aportación por separado. En todos los procedimientos de soldadura heterogénea es posible
la utilización de
moldes; además se
utilizan pastas de soldar conteniendo fundente, las cuales se pueden aplicar
con un dispositivo de aspersión o inyección como si
fuera una costura de garganta de soldadura homogénea. Al utilizar tales pastas para la
soldadura heterogénea con baño de
fundente, se debe dar la pasta antes del precalentamiento, a fin de que el
material de aportación se pueda "cocer" hasta formar una masa de resistencia
suficiente. Los lugares que no se desee que el material de aportación los moje, se
pueden recubrir con diversos materiales para su protección. Esto puede
ser necesario para la soldadura en horno o en baño de fundente. Cuando se trata de soldadura
con soplete no son necesarias estas protecciones, porque el flujo de fusión puede verse e
interrumpirse cuando convenga.
Procedimiento de
soldadura fuerte con fundente. Práctica de la misma
Soldadura con soplete
Preparación. Las zonas
a soldar deben limpiarse bien con cepillo de alambre, rasqueta, lana de acero,
o lija, hasta conseguir en ellas un brillo metálico, con objeto de que el material de
aportación pueda
fluir y mojar. Seguidamente se deben aplicar el alambre de soldar y el
fundente, o el material de aportación en grano y el fundente (en este caso sólo cuando se suelda con material incorporado);
cuando el material de aportación se aplica
simplemente se puede añadir el fundente, también, a la varilla de soldar calentada. La fijación de las piezas a unir por soldadura se
realiza en la posición prescrita (en el dispositivo o, si fuera preciso, con alambre). Mediante
una configuración apropiada
de las piezas se puede conseguir, en muchos casos, un auto centrado de las mismas.
La sujeción debe
poder mantener las piezas en su posición hasta que se produzca la solidificación.
Ejecución. La pieza
preparada se calienta con llama de gas combustible y oxígeno o gas
combustible y aire hasta la temperatura de trabajo. De esta manera se licúa el material de
soldadura incorporado y llena la hendidura o rendija de soldadura por completo.
Cuando se trabaja con material aplicado se debe calentar la pieza previamente
a la temperatura de soldar.
Secuencias de trabajo subsiguientes. Las zonas soldadas se deben limpiar a
continuación para
liberarlas de restos de fundente, mediante lavado con agua caliente o con vapor
húmedo (en
las zonas soldadas de fácil acceso); a continuación, inmersión en ácido nítrico al 10%,
después lavado
con agua caliente (en piezas complicadas). Después del lavado de los fundentes se deben secar
las piezas en corriente de aire caliente. Si se utilizan fundentes del tipo
F-LH2 es recomendable eliminar los restos de éstos pero no absolutamente necesario.
Soldadura en horno
Preparación. Estos
trabajos se corresponden con la soldadura heterogénea con soplete. La limpieza y eliminación de la capa de óxido se realiza,
para piezas en serie, en baños de desengrasado y decapado; no se realiza la soldadura con material
aplicado.
Ejecución. La
soldadura en hornos eléctricos o calentados con gas, con una regulación y control exacto de temperatura (exactitud mínima de ± 5o
C), hace posible también la soldadura fuerte de aleaciones de aluminio con temperaturas de solidus
de alrededor de 600° C. Los hornos deben tener gran rendimiento calorífico, para poder calentar las piezas rápidamente hasta
la temperatura de trabajo, e impedir una difusión profunda de los componentes del material de
aportación en el
metal base (peligro de fusión). Después de
realizada la soldadura se debe enfriar rápidamente de nuevo por debajo de la
temperatura de solidus del material de aportación. Estas condiciones se cumplen de la mejor
manera mediante hornos continuos con zonas de calentamiento, de soldadura y de
enfriamiento. La soldadura en hornos calentados por resistencia y atmósfera seca
(punto de rocío hasta — 45° C) ha demostrado
ser la más
favorable. El fundente necesario es, en este caso, menor y la limpieza después de la
soldadura, más fácil, debido a
que en la atmósfera seca
del horno se halla fuertemente limitada la formación de oxicloruros. La soldadura en horno es apropiada
especialmente para uniones de piezas en serie. La carga simultánea con piezas
de distintos espesores de pared tiene el peligro de que se produzca un
calentamiento insuficiente de las paredes más gruesas o la re aleación en las
paredes más finas.
Secuencia de trabajos subsiguientes. La limpieza de las zonas soldadas se realiza igual que
en la soldadura con soplete. En las aleaciones endurecibles y soldables con soldadura
fuerte se puede enfriar, después de soldar, en una zona de enfriamiento situada sobre la temperatura de
recocido de disolución del material, de modo que puede enfriarse inmediatamente después de salir del
horno de soldadura. Para las piezas de paredes finas se recomienda el
enfriamiento con duchas de agua situadas en su entorno, para impedir
distorsiones. Durante el enfriamiento a partir de la temperatura de recocido de
disolución se
desprenden los restos de fundente y, en algunos casos, no se precisa otro
tratamiento posterior.
Soldadura fuerte en baño de fundente (soldadura
en baño de
sales).
En este proceso se sumergen las piezas a unir,
encaradas, fijas entre sí y provistas del material de aportación incorporado, en un baño de fundente
fundido, que se mantiene a la temperatura de trabajo mediante resistencias. La
aplicación del
fundente como medio simultáneo de transporte de calor tiene importantes ventajas: no se requiere aplicación especial de
fundente; el fundente transmite el calor también a I interior de las piezas con paredes
complicadas y que tengan muchas hosquedades, sin que sufran sobrecalentamiento
las partes situadas al exterior; las piezas sumergidas en el baño de fundente
quedan protegidas durante el proceso de soldadura, contra una indeseada contaminación y corrosión, como
consecuencia de la atmósfera caliente o por los componentes del combustible; en las uniones
soldadas de piezas de construcción para la técnica de
alta frecuencia, se pueden mantener tolerancias muy estrictas (tolerancias de +
0,05 mm pueden mantenerse en el transcurso normal del acabado).
La soldadura en baño fundente permite además libertad en el
diseño de zonas
de soldadura de difícil acceso — aunque
sean miles en una sola pieza. El proceso ofrece la posibilidad de unir chapas
de aluminio muy delgadas. Las construcciones soldadas conseguidas de esta
forma pueden ser menores, más ligeras y baratas que las que se obtienen, por ejemplo, por soldadura
homogénea. Los
intercambiadores de calor formados por chapas de aluminio alternativamente
planas y curvadas o a partir de piezas con diversas formas y dobleces, son un
buen ejemplo para el tipo de construcción que puede fabricarse por soldadura en baño de fundente. Como
consecuencia del precalentamiento y la acción de empuje ascendente del caldo de fusión, que protege a
las partes de paredes delgadas contra la deformación, el proceso ha demostrado ser muy adecuado
para la fabricación de
radiadores, refrigeradores intermedios, convectores y unidades análogas para la
transmisión del
calor.
Instalación. Para el baño de fundente se
utiliza en la práctica un
recipiente de chapa de acero revestido interiormente con material refractario
resistente a los ácidos. El
calentamiento del baño tiene lugar por resistencia, formando el fundente mismo la resistencia calefactora.
La corriente de calefacción se conduce a través de electrodos en forma de varilla, que están rodeados, total o parcialmente, por el
fundente fundido. Los electrodos están formados de aleaciones de níquel, que son las más estables frente al fundente líquido y no producen contaminación del contenido del baño. La regulación de la temperatura del baño a ± 5o
C se realiza mediante termopares.
Preparación. Para la
obtención de
uniones soldadas sólidas, las superficies han de estar completamente limpias, sin nada de
aceite o grasa. Para el trabajo con aleaciones de aluminio no endurecibles se
puede utilizar, indistintamente, la limpieza por vapor o por inmersión. En las
aleaciones endurecibles es necesario, la mayoría de las veces, decapar para eliminar las
capas de óxido
tenaces y adherentes, que se forman sobre estos materiales. Se pueden conseguir
muchos medios decapantes apropiados para estos fines (en parte patentados).
También es
apropiado para la eliminación de las capas de óxido el uso de lana de acero, papeles de lija o cepillos giratorios de
alambre. Las rebabas existentes se pueden eliminar mecánica o químicamente. La
rebaba no eliminada influye sobre la fluencia del material de soldadura y
puede producir inclusiones de fundente. Las piezas a soldar se encaran
seguidamente en dispositivos de aluminio o de aleaciones de níquel, en el caso
de que no sea suficiente otra de las posibilidades de sujeción descritas.
Cuando el material de aportación no se aplique en forma de capa de placado, se deben utilizar moldes.
Ejecución. El precalentamiento
de las piezas a soldar en el baño de fusión, junto
con los dispositivos de fijación, debe alcanzar unos 540 a 565° C, es decir, lo más próximo posible a la temperatura de trabajo de la
soldadura. Para ello se recomienda hornos de aire de circulación forzada, en
los cuales se consigue un rápido calentamiento uniforme. Los hornos calentados por gas, en los que las
piezas pueden ser lamidas por la llama, no deben utilizarse para piezas de
aleaciones AIMgSi, debido a que, en las aleaciones de este tipo puede
presentarse una oxidación a temperatura elevada que impide la fluencia del material de aportación. Sin
precalentamiento pueden solidificarse los fundentes en las partes más gruesas y además, como
consecuencia de un calentamiento irregular, pueden aparecer distorsiones en
las piezas a unir; la soldadura podría sufrir retrasos. En las partes más delgadas podrían producirse fusiones, como consecuencia de
haberse formado aleación. Además, como
consecuencia de la humedad arrastrada por las piezas a unir o por los útiles de fijación, podrían también aparecer
erupciones en el baño.
Secuencia de trabajos
subsiguientes. Después del precalentamiento se sumergen las piezas
en el baño fundente
durante un intervalo de tiempo perfectamente determinado. Después del proceso de
soldadura deben sacarse las piezas cuidadosamente del baño, a fin de que
el material de aportación todavía líquido, no se
vierta. Las piezas deben mantenerse quietas hasta que el material de aportación se solidifique
y el fundente se haya desprendido por goteo. Seguidamente pueden refrigerarse
las piezas en corriente de aire o con niebla de aspersión, también en baño de agua, y
eliminar el fundente que aún se halle adherido a ellas de la misma manera que se indicó para la
soldadura en horno o con soplete. Hay que asegurarse de que las piezas estén secas por
dentro y por fuera. El secado con aire caliente debe realizarse, lo más pronto
posible, después del ciclo
de lavado utilizado para la eliminación del fundente. Con el fin de mejorar las características mecánicas de las
aleaciones endurecibles deben almacenarse en caliente después de la
soldadura y del enfriamiento.
Soldadura fuerte sin
fundente
Los residuos de fundente son un peligro de corrosión latente en
presencia de medios acuosos y la eliminación total de todos los residuos exige un gasto
considerable en mano de obra. En los últimos años se ha hecho un esfuerzo muy significativo
para desarrollar procedimientos que hicieran posible la soldadura fuerte sin
fundente. Los procedimientos desarrollados de garantía — soldadura fuerte al vacío y soldadura fuerte bajo gas protector se basan en que la dilatación térmica del
aluminio es, aproximadamente, el triple que la del óxido de aluminio. La capa de óxido se rasga
por la acción del
calor y el metal líquido puede penetrar bajo ella. La forma de unión que ha demostrado ser mejor en ambos
procedimientos es el principio de "aristas vivas sobre chapa placada por
soldadura". Mediante este sistema se atraviesa la capa de óxido que se
forma en el placado y las laminillas de óxido se desplazan por empuje de las zonas de
unión; por
rozamiento en los flancos de la contrapieza en forma de V, se favorece
adicional-mente la fluencia. Las uniones a solape se pueden ejecutar igualmente
pero la resistencia mecánica en tales zonas de unión es considerablemente menor. Condición imprescindible para una soldadura fuerte
sin fundente es una escrupulosa limpieza y desengrasado de las piezas a unir.
La capa de óxido debe
ser lo más delgada
posible a la vez que la humedad depositada ha de ser mínima.
Material de aportación para soldadura fuerte sin
fundente
Paralelamente al desarrollo de los procedimientos se
han realizado investigaciones para conseguir soldaduras fuertes, cuyas
temperaturas de trabajo se hallen por debajo de las hasta ahora habituales en
los tipos AISi, y que presenten mejor capacidad de fluencia y mojado que éstas. Por adición de escandio,
itrio y de metales del grupo de los lantánidos se
acelera el curso del proceso de soldadura. Según otras investigaciones, las aleaciones de
los tipos AIS ¡Ge, AISin
y AISiY tienen ventajas frente a las aleaciones AlSieu-técticas con
respecto al descenso de la temperatura de trabajo, así como a la capacidad de fluencia y mojado. En
conexión con las
soldaduras con gas protector (v. 10.3.7.3) se mencionan soldadura de AISi con
adiciones de antimonio, bario, berilio, estroncio y bismuto, que son capaces
de mojar la capa de óxido residual en atmósfera no oxidante.
Procedimiento de
soldadura fuerte sin fundente
Soldadura fuerte al
vacío
Los datos sobre el vacío necesario se refieren a valores entre 10A
hasta 10S bar. Se tiene la impresión de que el hidrógeno presente en
los límites de
grano de las piezas a unir o de la soldadura, el cual a elevada temperatura y
al vacío se
separa, ejerce una cierta acción desoxidante. Los componentes, como el hidrógeno, presentes en un vacío que no llega
al 100%, se “neutralizan" por vapores metálicos activos; este "afinador de vacío" realiza
también una
cierta reducción del óxido de
aluminio. Se pueden utilizar como "afinadores de vacío" metales
como el litio, magnesio y calcio. Principalmente se usa el magnesio, que con
objeto de aminorar los depósitos de óxido de
magnesio en las paredes del horno, no se evapora en una cápsula, sino que
se añade aleado
al metal de aportación (por ejemplo AISi10Mg1,5). Además de hornos de vacío con compuertas de vacío, zonas de
precalentamiento, de soldadura y de refrigeración, se utilizan para la fabricación de
intercambiadores de calor y placas sandwich, placas de calefacción planas u
onduladas provistas de canales de refrigeración, entre las cuales se colocan las piezas a
unir preparadas en carcasas o armaduras de chapa flexibles pero muy estancas al
vacío. Después de evacuar el
aire de esta carcasa de chapa, se produce el proceso de soldadura utilizando
una fuerza compresora. Con objeto de acelerar la solidificación de la
soldadura (impidiendo la formación de aleaciones no deseadas por difusión y reducción del tiempo del ciclo) se enfrían las placas de
calefacción de acuerdo
con un programa basado en los parámetros calor-tiempo determinados experimental-mente.
Relacionadas con la soldadura fuerte al vacío se han
desarrollado nuevas técnicas de enfriamiento con gas, por las que las piezas soldadas, una vez
enfriadas a la temperatura de recocido de disolución, se enfrían mediante una corriente de gas que sale de
un conjunto de boquillas situadas en torno a la pieza. Como "gas de
enfriamiento" se utiliza argón la mayoría de las
veces.
Los inconveniente de la soldadura al vacío en atmósfera afinadora,
son los ya mencionados depósitos de óxido de
magnesio que, además, son higroscópicos y dificultan la evacuación por absorción de
humedad del aire así como la transmisión de calor exclusivamente por radiación. LaaleaciónAIZnl placada para protección catódica, puede quedar
fuertemente perjudicada en su efectividad como consecuencia de la evaporación de cinc; para
tener después de la
soldadura un contenido en cinc suficiente, se debe adicionar hasta un 3% de
aquél, de
acuerdo con los datos expuestos en la bibliografía.
Soldadura fuerte bajo
gas protector
En las soldaduras con gas protector se eliminan las
impurezas del horno de soldadura mediante metales afinadores de vacío, y se mejora la
transmisión del
calor por conducción y convección. Un
procedimiento desarrollado en Alemania utiliza como gas protector N2
seco (punto de rocío— 60° C)y un material
de aportación de tipo
análogo al
AISMOBi. En la protección catódica por
placado de AlZn desaparecen los problemas, como consecuencia de la evaporación de Zn. El
gasto para desengrasar y desengrasar por decapado, lavar y secar corresponde,
más o menos,
al de la soldadura al vacío, pero los
ciclos pueden llegar a ser hasta un 20% más cortos que los necesarios para la soldadura
al vacío. Los
materiales de aportación desarrollados para la soldadura con gas protector se pueden utilizar
también para la
soldadura al vacío y no
requieren entonces metal afinador.
Soldadura blanda
La soldadura blanda del aluminio tiene importancia práctica sólo para las
uniones que se realizan en Electrotecnia, por ejemplo, para uniones en cables o
conexiones de bobinas. En general se debe sustituir, en primer lugar, la capa
de óxido por
una capa de soldadura ("estañado previo"); seguidamente puede procederse a la unión por soldadura
blanda en la forma habitual. Las uniones por soldadura blanda realizadas convenientemente,
son seguras y satisfacen las exigencias que se imponen a las conexiones eléctricas. En la
tabla 10.33 se hallan datos sobre la soldabilidad de diversos materiales y las
características de
las uniones soldadas.
Características del proceso
Antes de utilizar la soldadura blanda se deben sopesar
las ventajas e inconvenientes frente a otros procedimientos. La temperatura de
trabajo más baja no
es, por ejemplo, garantía de que no se perjudiquen los materiales sensibles a la temperatura de las
piezas a unir, pues a causa de la mayor duración del proceso y la buena conductividad térmica del
aluminio, el gradiente de temperatura en las piezas a un ir transcurre de forma
considerablemente más plana. Entre las ventajas se cuentan que los aparatos son relativamente
más
sencillos y ligeros, lo que los hace fácilmente transportables, (botellas de gas líquido y soplete
de gas-aire), por lo que se pueden utilizar en cualquier parte sin necesidad
de otra fuente de energía. Frente a la soldadura por gas existe, además, la ventaja de que se puede soldar también sin fundente.
Como inconveniente se puede señalar, sin contar la escasa resistencia mecánica de la unión soldada, la poca estabilidad ante la corrosión, como
consecuencia de la elevada diferencia de potencial entre la soldadura y las
piezas a unir, que no admite el anodizado de las piezas con soldadura blanda.
Procedimiento para la
soldadura blanda
Soldadura por fricción
En la soldadura por fricción no se requiere fundente alguno. El material
de aportación se frota
contra la pieza calentada a la temperatura de trabajo; se forma así una delgada capa
de material de aportación fundido, cuya película de óxido se
rompe con pincel de fibra de vidrio o cepillo de alambre (también cepillos de
pinceles giratorios); esto puede realizarse, también, incluso con la varilla de soldar. El
material de aportación moja y protege de nueva oxidación; seguidamente puede terminarse la unión mediante otra
aplicación de
material de aportación. No se requiere tratamiento posterior. Para piezas pequeñas (láminas, alambres
delgados) se puede utilizar el soldador. En general este suele ser de cobre o
níquel,
relativamente grande y se debe calentar casi hasta el rojo incipiente. Este
soldador se debe recubrir, por fricción, con el material de aportación. Para soldar
se debe frotar ligeramente la zona, previamente pulida, con el soldador, al
cual se ha de añadir
material de aportación, según se
estime necesario.
La piedra de
amoníaco y los
líquidos
para soldar son ineficaces y no deben emplearse.
Soldadura por
ultrasonido
En la soldadura por ultrasonido se destruye la capa de
óxido por
la cavitación del
material de soldadura líquido excitado por ultrasonido; el material de aportación puede mojar.
Los dominios principales de aplicación del proceso son la soldadura por inmersión de los manguitos de retorno en los
intercambiadores de calor de aluminio, para aparatos de climatización y para las
uniones acodadas en los marcos de ventana, de cristales múltiples calorífugos,
utilizando la soldadura L-Zn AI5. La soldadura con soldador excitado por
ultrasonido apenas tiene todavía importancia.
Soldadura con
fundentes que forman material de aportación
El material de aportación se halla contenido en forma de halogenuros
(cloruros y fluoruros) de estaño y cinc en los fundentes (sales de soldar). A la temperatura de trabajo
reaccionan los halogenuros con el aluminio y destruyen la capa de óxido. Se libera
el material de aportación y se deposita sobre el aluminio como una delgada película, pero que
en general no es suficiente para una soldadura de unión. Los fundentes que forman el material de
aportación (tipo
F-LW 1, según DIN 8511
Parte 3) se preparan, la mayoría de las veces, con adición de L-SnZn40. Los residuos de fundente deben lavarse de modo que no quede
nada de ellos.
Soldadura con
fundentes de soldadura blanda
Los fundentes
con temperatura de acción baja del tipo F-LW 2 y F-LW 3 (intervalo de 200 a 350° C) permiten la
soldadura blanda del aluminio de manera análoga a como es habitual en el acero y metales
pesados. Se utilizan con el material de aportación LCdZn 20. Estos fundentes para soldadura
blanda tienen preferentemente constituyentes orgánicos, que son muy sensibles frente a un
sobrecalentamiento. En la soldadura con soplete no debe dirigirse por lo tanto
la llama hacia el fundente. Los restos de fundente deben eliminarse.
No hay comentarios:
Publicar un comentario
Nota: solo los miembros de este blog pueden publicar comentarios.