

FISURAS CAUSAS Y SOLUCIONES
Las fisuras, también conocidas como grietas, son pequeñas fracturas que se producen en el material que se ha utilizado en la soldadura. Pueden llegar a ser tan pequeñas que no sean visibles a simple vista.
Pueden aparecer en el metal base o en el cordón de soldadura o incluso en ambas partes.
Las fisuras están clasificadas en tres tipos, dependiendo de la orientación en que se encuentren con respecto al cordón de soldadura:
Tipos de fisuras
Fisuras longitudinales
Aparecen en el sentido del propio eje del cordón de soldadura.

Fisuras transversales
Son las que se originan en sentido perpendicular al eje del cordón de soldadura.

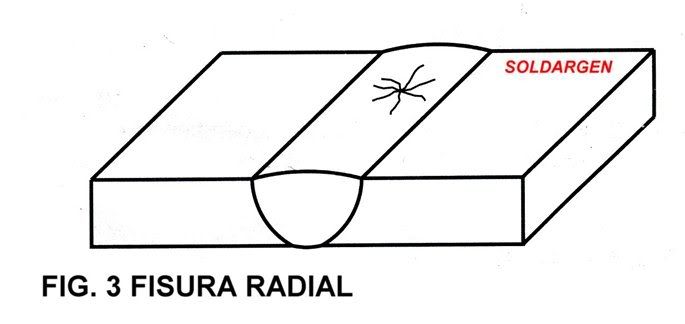
Fisuras radiales
Son puntuales y se detectan por su apariencia de estrella. Se originan en poros o nidos de poros, también en principios y finales de cordones.
CAUSAS
De una forma general, la aparición de una fisura o grieta va a ser la consecuencia de haber realizado un enfriamiento inadecuado o por una concentración de tensiones originadas al efectuar un mal embridado.
FISURAS

Siguiendo un orden de posibles causas, encontraremos:
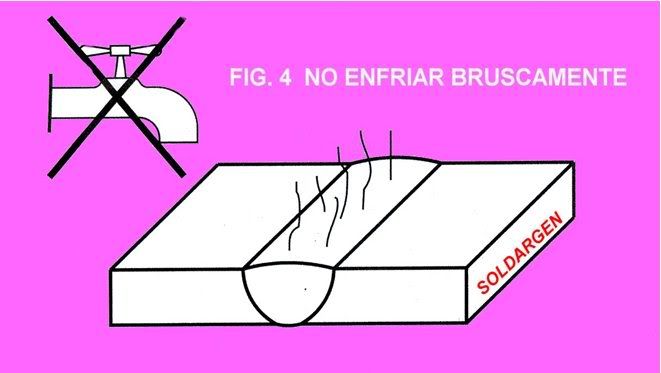
•Si enfrías bruscamente la soldadura, estás impidiendo que el material se contraiga* después de haberse dilatado por la acción del calor. Con toda seguridad estarás provocando la aparición de tensiones internas que posteriormente se convertirán en grietas.
•Por otra parte, los embridamientos tienen que permitir la libre dilatación y contracción del material, con la misma finalidad: no originar tensiones que favorezcan la formación de fisuras.
•Si empleas electrodos de características diferentes a las del metal base, estarás uniendo dos metales de propiedades diferentes. Es muy probable que aparezcan grietas, pues ambas partes van a tener distinto comportamiento, durante y después de la soldadura.
•Una elevada intensidad de corriente durante la soldadura también puede ser causa de aparición de fisuras.
SOLUCIONES
No se deben enfriar bruscamente los componentes soldados, el enfriamiento debe ser natural, en lo posible lentamente.
Los embridamientos no tienen que impedir la dilatación y contracción.
Los electrodos deben ser de las mismas características que el metal base.
Hay que realizar una adecuada regulación del equipo de soldadura.
De una forma general y para todas las soldaduras, hay que aplicar una adecuada secuencia de soldadura, así como se prepara convenientemente las uniones, actuando con cuidado en los ángulos de los chaflanes además de imprimirle al electrodo la técnica adecuada.
INCLUSIONES SOLIDAS:
Causas y soluciones
Las inclusiones sólidas son restos de materias que han quedado atrapados en la soldadura una vez se haya solidificado.
Estas materias pueden ser de orígenes muy variados, pero lo más corriente es que sean de:
Restos de escoria de la soldadura.
Partículas extrañas.
Óxidos del metal.

Causas
Enumerando las causas que dan origen a estas imperfecciones, te vas a encontrar con las siguientes posibilidades:
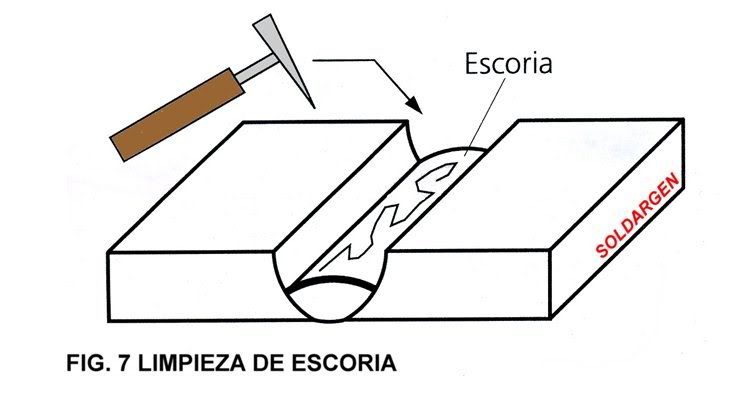
Falta de limpieza de la escoria en uniones compuestas por varios cordones superpuestos.

Realizar La soldadura con una intensidad de corriente baja.
No emplear una secuencia adecuada en el depósito de cordones.
Inadecuada manipulación.
Soluciones
A cada una de las causas se le debe aplicar el siguiente remedio:
Picar y cepillar convenientemente la escoria de los cordones de soldadura antes de depositar el siguiente:
Regular el equipo con una intensidad adecuada al espesor de la pieza que se vaya a soldar, al diámetro del electrodo y a la posición de soldadura.
Como norma general, hay que aplicar siempre una secuencia, y en este caso en el orden de depósito de cordones.
Recordar las técnicas operativas, como, inclinaciones, movimientos al electrodo, etc.
FALTA DE FUSIÓN Y PENETRACIÓN:
Causas y soluciones
Aún siendo imperfecciones diferentes, pueden analizarse juntas, pues tienen los mismos orígenes.
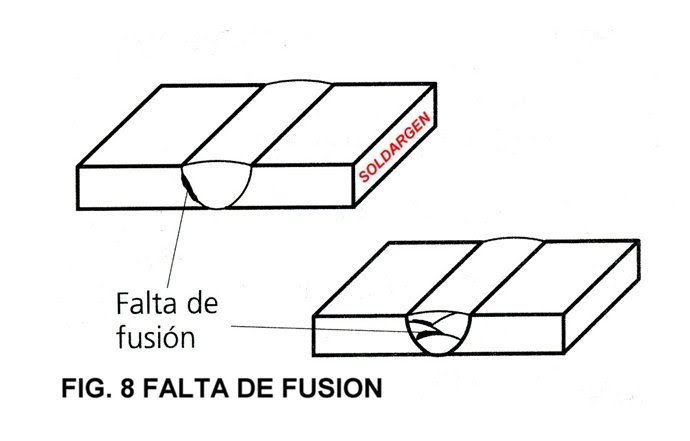
FALTA DE FUSION
Es una falta de unión íntima entre el metal base y el cordón. Esta deficiencia puede ocurrir igualmente entre cordones cuando se realizan varias pasadas.
Es una falta de soldadura en los bordes de la unión, con la consiguiente aparición de huecos que debilitan enormemente la soldadura.

Causas
Las causas que originan estos defectos las enumeramos como sigue:
Comunes para ambos defectos:
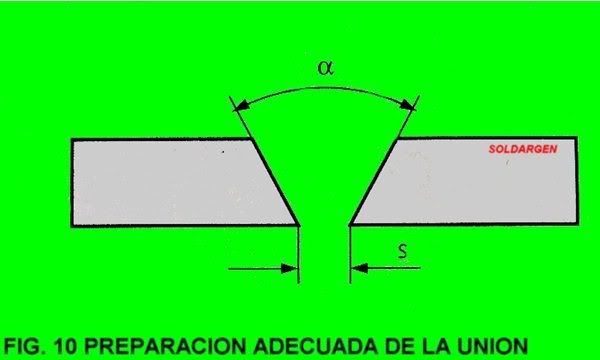
•Defectuosa preparación de los bordes de la unión.
•Emplear una intensidad de corriente demasiado baja.
•Aplicar a la soldadura una velocidad de avance excesiva.
Sólo para la falta de fusión:
•Soldar con una longitud de arco excesiva.
Sólo para la falta de penetración:
•Emplear un electrodo de excesivo diámetro.
Soluciones
•Preparar adecuadamente las uniones antes de soldar.
Ajustar convenientemente el grupo de soldadura, regulando la intensidad en función del espesor de las piezas que se vayan a soldar, el diámetro del electrodo y la posición de soldadura.
Realizar la soldadura observando detenidamente el depósito del cordón, imprimiéndole la velocidad adecuada.
1. La longitud del arco eléctrico debe ser aproximadamenteel diámetro del electrodo.
2. La elección del diámetro del electrodo ha de hacerse teniendo en cuenta.los, espesores de las piezas que deseemos soldar.
EXCESIVA PENETRACION
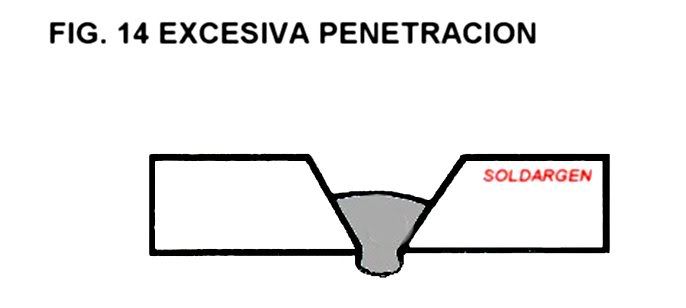
Causas
Intensidad excesiva.
Velocidad de avance del electrodo muy pequeña.
Excesiva separación de los bordes.
Soluciones
Disminuir la intensidad.
Aumentar la velocidad de avance
Reducir la separación, o sea la luz del chaflán.
PEGADURA
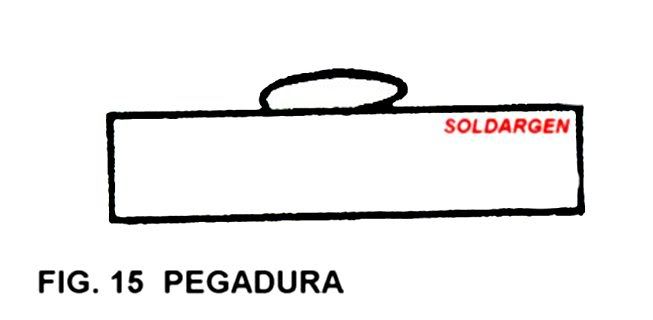
Causas
Intensidad mu débil.
Velocidad de avance excesiva.
Arco demasiado largo y el metal se enfría en su recorrido.
Soluciones
Aumentar la intensidad.
Disminuir la velocidad.
Disminuir la longitud del arco, a una distancia igual o menor al diámetro del electrodo.
OTROS DEFECTOS
Existen otros defectos, además de los que ya has visto, que también tienen su importancia y que son conocidos como defectos en las formas del cordón,
Estos defectos son:
•Las mordeduras: consisten en unos surcos en. los bordes del cordón.
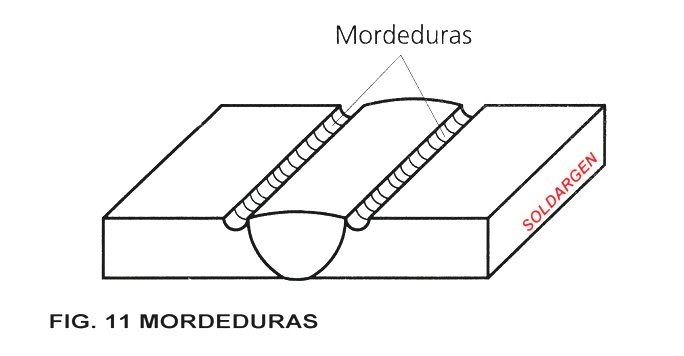
Se originan por emplear un electrodo demasiado grueso, una inclinación incorrecta del electrodo o una intensidad demasiado alta.
Por lo tanto, las soluciones serán un empleo de electrodos de menor diámetro, una manipulación adecuada y un descenso de la intensidad.
•Sobre espesor: al emplear una velocidad demasiado lenta.

Falta de material de aporte: como consecuencia de realizar un insuficiente depósito de soldadura.

ASPECTO IRREGULAR DEL CORDON
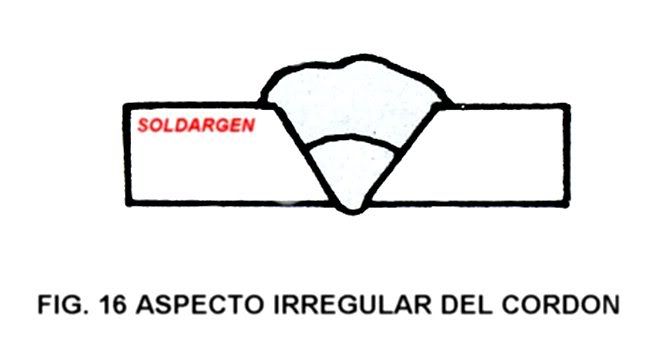
Causas
Intensidad excesiva.
Movimiento de avance muy lento o irregular.
Arco muy largo.
Inclinación incorrecta del electrodo.
Movimiento transversal muy irregular.
Pieza muy caliente.
Soluciones
Regular bien la intensidad.
Aumentar la velocidad de avance del electrodo y darle un movimiento uniforme.
Disminuir la longitud del arco a unos dos milímetros.
Dar la inclinación correcta al electrodo
Dar un movimiento uniforme.
Dejar enfriar la pieza antes de depositar un nuevo cordón.
POROS SUPERFICIALES
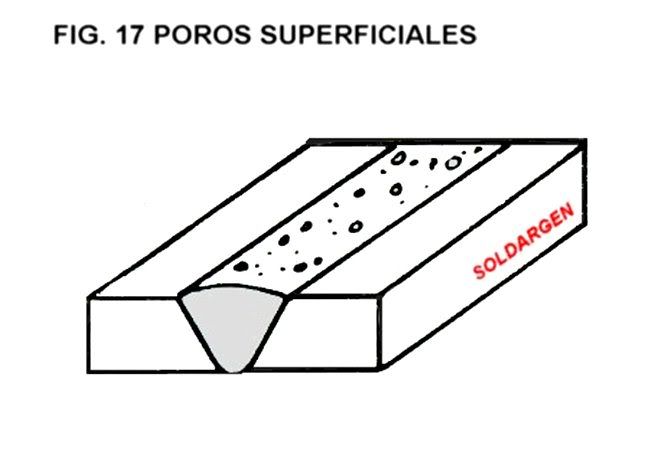
Causas
Material de base con gran contenido de carbono, azufre o fósforo; estos elementos forman gases en su combustión.
El electrodo se pone rojo, en su parte final, por exceso de intensidad.
Revestimiento del electrodo húmedo.
Soluciones
Cuando salgan poros por la acción del azufre o fósforo, utilizar electrodos básico reacondicionados.
Disminuir la intensidad.
Secar los electrodos antes de utilizar.
SOPLADURAS
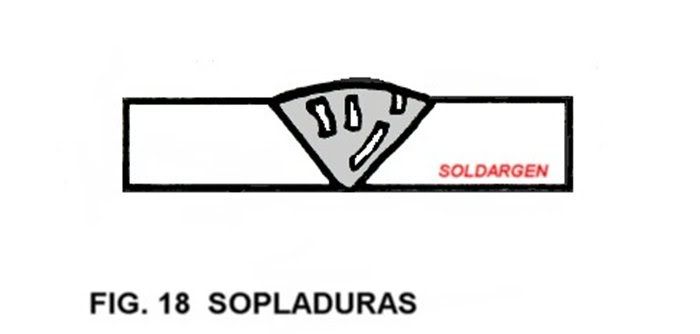
Causas
Las sopladuras son producidas por las mismas causas que los poros.
Soluciones
Las mismas que para los poros.
CUESTIONARIO DE EVALUACION
| Indique si las siguientes afirmaciones son verdaderas o falsas | V | F |
| Las fisuras, también conocidas como grietas, son fracturas que se producen en la soldadura | ||
| La fisuras se evitan enfriando con agua la soldadura | ||
| La inclusiones sólidas son cuerpos extraños que aparecen en la escoria de la soldadura | ||
| Para evitar la inclusiones sólidas, es preciso picar y cepillar el cordón antes de depositar el siguiente | ||
| A la falta de unión entre el metal base y el cordón de soldadura se le llama falta de fusión | ||
| La falta de fusión es consecuencia de una inadecuada preparación o una baja intensidad de corriente | ||
| La falta de penetración es consecuencia de la falta de limpieza en la unión | ||
| La mordeduras se originan por utilizar un electrodo muy fino | ||
| La intensidad demasiado alta origina mordeduras en el cordón de soldadura | ||
| El sobre espesor aparece cuando se emplea una velocidad de avance excesiva | ||
| Para evitar la falta de penetración emplear una intensidad demasiada baja | ||
| La causa principal de las pegaduras es la intensidad muy débil | ||
| Los poros superficiales aparecen por revestimiento húmedo del electrodo | ||
| Cuando salgan poros por azufre y fosforo, utilizar electrodos celulósicos | ||
| El aspecto irregular del cordón se produce por un arco muy largo. | ||
| El aspecto irregular del cordón se produce por estar la pieza muy caliente | ||
| La excesiva penetración se puede evitar reduciendo la separación |
Nombre y Apellido:……………………………………………………………………
Fecha:………………………………..Curso Expte. Nº………………………………
Firma del alumno
-------------------------------------------
No hay comentarios:
Publicar un comentario
Nota: solo los miembros de este blog pueden publicar comentarios.